-

-
-
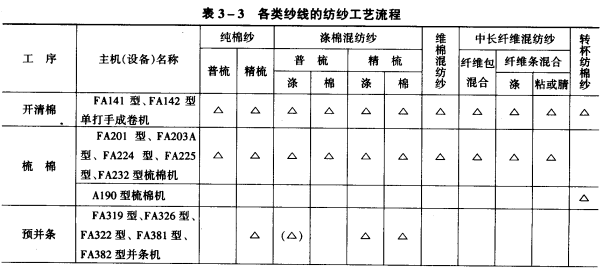
纺纱工艺流程后加工工序
1.管并与筒并 管并是管纱不经络简机,直接喂入并纱机,省去一道络筒工序。可减少基建投资,但股线张力不够均匀,易产生绕芯纱现象,结杂、细节亦较多。其工艺流程为:管纱→并纱机→捻线机。 管并是简纱喂入并纱机,其工艺流程为:管纱→络筒机→并纱机→捻线机。股线张力均匀,强力较高,结杂和细节较少,接头次数少,生产效率高。 并捻联合是通过并捻联合机将并纱和加捻同时完成,其工艺流程为:管纱→络简机→并捻联合机。省去并纱工序,减少设备投资,避免管并的某些缺点,但有时易产生绕芯纱,故适合一般织物用纱。 2.干捻和湿捻、单捻...
-
-
-
纺纱工艺参数和设备配备计算概述
在机型和纺纱工艺流程确定后,可按计划的产品方案,选定各机台的工艺参数,如牵伸倍数、并合数、速度、时间效率和计划停台率、制成率以及消耗率等,以便计算各工序的产量和相应的机台设备数量,从而编制纺纱设备配备表。 工艺参数的选择应与纺纱工艺流程和设备的性能特点结合起来考虑。如果工艺参数选择不当,不仅会影响产品的产、质量,还会造成生产脱节,供应不平衡。生产一定数量的细纱,如果粗纱的线密度大,就会影响细纱机的正常牵伸和产品质量;相反,如果租纱的线密度偏小,生产相同数量的细纱,所需要的粗纱机台数将会相应增多。 选择工艺参...
-

纺纱工艺参数的选择线密度并合数和牵伸倍数的选择
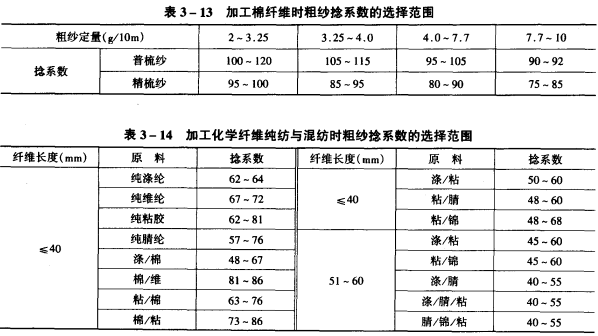
1.成卷线密度 成卷线密度过大不利于开松除杂,且增加后工序的牵伸负担,过小易产生粘卷破洞,降低质量。常用范围如表3—5。化学纤维眷线密度应较同特细纱的纯棉卷重些,以防粘卷,一船可采用接近纯棉中特纱的棉卷线密度。半制品定量(GK)和半制品线密度(Tt)的换算关系如下: 2.梳棉条线密度和牵伸倍数 线密度过大,分梳和除杂不良,易堵塞圈条斜管,且机器配备数量过少,机台无调节余地,影响前纺产、质量。线密度过小,纤维网漂浮,断头增多。 化学纤维抱合力较差,为防止纤维网漂浮,在纺制化学纤维时,纤维条线密度应较纯棉条的线...
-
-
-