




-

纯棉粗厚织物的三防易去污整理对面料的要求
标签:纺织品纯棉织物面料三防整理 纺织品在进行拒污去污整理之前应保证面料的洁净度,织物不含浆料、碱类及其它可能影响三防效果的添加剂,前处理过程使用的润湿剂应容易冲冼掉,且布面呈弱酸性。染色过程中严禁使用有机硅消泡剂,整理前半成品应达到下列物理指标:1)布面PH值在6.5-7.0之间,染色后增加一道酸洗,酸洗时温度达到50℃,增加中和酸渗透到纤维内部的速度浮于纤维表面,纤维内部达到弱酸性。2)布面含碱率控制到0.05%以内。纯棉织物染色在碱性状态下完成,布面含碱率很高,一般在0.5%以上,在酸洗时织物浸轧中和酸后,给...
-

纺织品面料的抗油拒水整理工艺
标签:抗油拒水织物抗油拒水面料市纺织 1、聚四氟乙烯(PTFE)薄膜层压层压织物拒水、拒油性能好,耐水洗,耐高水压,但需要专门的层压设备,一次性投资较大,成本高。国外较好的PTFE薄膜主要有美国高尔公司的Gore—Tex薄膜和荷兰AKZO公司的Sympatex薄膜;国内主要有总后军需装备研究所研制的薄膜。2、氟碳化合物浸轧法整理目前,市场上常见的氟碳化合物主要有美国杜邦公司的zepe1588和Telfon,亨斯迈的Oleo—phobol系列,日本旭硝子的AG480和AG710,大金公司的TG410、TG527,日华...
-
涤盖棉三防整理的机理
标签:涤盖棉三防三防整理纺织品拒水拒油 棉、涤纺织品在空气介质中临界表面张力(纤维素纤维为200Dyn/cm,涤纶为43Dyn/cm)大于水的72Dyn/cm,远大于油污的表面张力20—40Dyn/cm所在空气介质中经常会有服用过程中发生被油污的沾污,影响纺织品的色泽外观服用性能。全氟化合物的乳液临界表面张力为10—16Dyn/cm,由它处理后的纤维在高温焙烘时,可在纤维表面发生化学交联,形成连续性薄膜,使含氟基团在纤维表面向空气中排列从而降低了纤维表面的能量,使纤维表面张力降到16Dyn/cm以下,小于水和油污的...
-

-
-
概论 轧花机的分类及特点
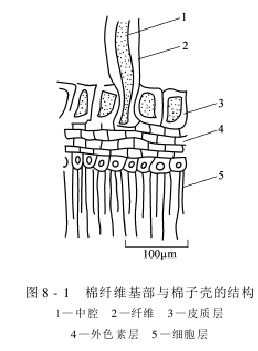
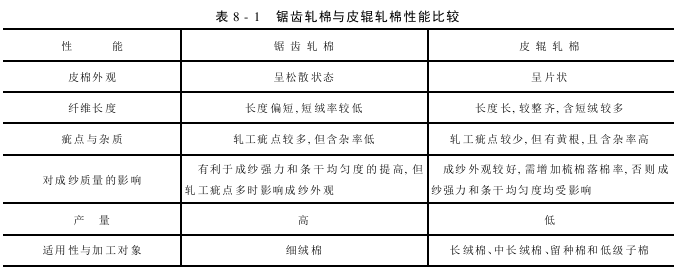
轧花工序是子棉整理的主要工序,故轧花机是子棉整理的主要设备,轧花机根据轧花原理可分为皮辊轧花机和锯齿轧花机两大类。 1.皮辊轧花机 皮辊轧花机具有结构简单、造价低、轧花动作缓慢、不易轧断棉纤维的特点,故这种轧花机适合整理长绒棉和成熟度较差的细绒棉。 皮辊轧花作用较缓和,不易损伤纤维,轧工疵点也较少,但有黄根。它适宜整理长绒棉和低级子棉,留种棉花也用皮辊轧花机整理,皮棉呈片状。 2.锯齿轧花机 锯齿轧花机是利用百十片圆形锯片抓住子棉,带住子棉通过嵌在锯片中间的肋条,由于棉子大于肋条间隙,故被阻挡,从而使棉纤维和棉子...
-
锯齿印花 锯齿轧花机的构造和作用
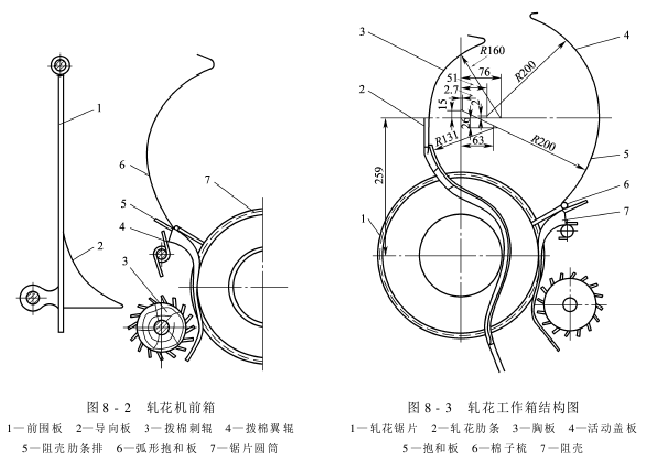
锯齿轧花机是目前世界上应用广泛的轧花机。我国的商品棉主要由锯齿轧花机整理。 锯齿轧花机结构比较复杂,形式多种多样,依据不同的刷棉方式,锯齿轧花机可分为毛刷式和气流式两类。前者将风机产生的高速气流喷射到锯齿上,将纤维吹下并送到集棉装置。后者依靠高速旋转的毛刷滚筒,将锯齿上的纤维吹下来。按子棉进入轧花机的方式分,又有前箱进花和中箱进花之分,前者是子棉先进入轧花机前箱,由锯齿将子棉从前箱带到中箱,前箱和中箱间的阻壳肋条起到阻挡大型杂质进入中箱的作用。后者是子棉直接进入轧花机中箱,子棉中一些诸如僵瓣之类的大杂质,则放在预...
-
锯齿印花 MY—型锯齿轧花机
6MY98—17型毛刷式锯齿轧花机适合整理纤维长度在23~33mm,含水率不大于10%,并经过初步清理的子棉。该设备能有效清除子棉中的特杂、重杂及僵瓣棉和棉叶、不孕子、尘杂等细小杂质,可以改善子棉的外观形态和色泽,提高子棉的品质,保证皮棉整理质量,提高轧花机的效率。 (一)轧花机的结构 6MY98—17型锯齿轧花机由清花喂花、轧花部分、传动系统等部分组成,如图8-6所示。 其中,清花喂花部分是提净式清花喂花机,由喂棉、提净、落棉回收三部分组成,轧花部分由前箱、中箱、后箱三部分组成。 1.清花喂花部分 清花喂花部分...
-
锯齿印花 MY—型智能轧花机
6MY168—17型智能轧花机是在6MY88—17型、6MY98—17型毛刷式锯齿轧花机组的基础上开发、研制出的新一代高效棉花整理成套设备。该设备在我国大型手摘棉整理工艺中特别具有代表性,它整理能力大,生产成本低,整理出的皮棉质量好。烘干系统保证了成套设备的稳定性及可靠性,使清花、轧花设备保持在佳工作状态。其子棉清理辊筒采纳刺钉构件,回收辊筒采纳齿条构件,减少了纤维损伤。轧花主动机采纳和高效智能轧花设备6MY168—17型轧花机配套的6MPQ400—2800型皮棉清理机及智能6MDY400型打包机等先进设备,电气...
-
锯齿印花 MY—型锯齿轧花机
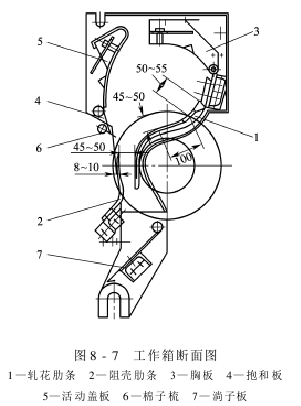
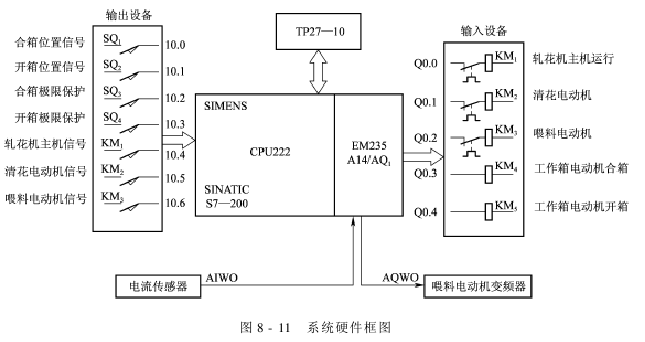
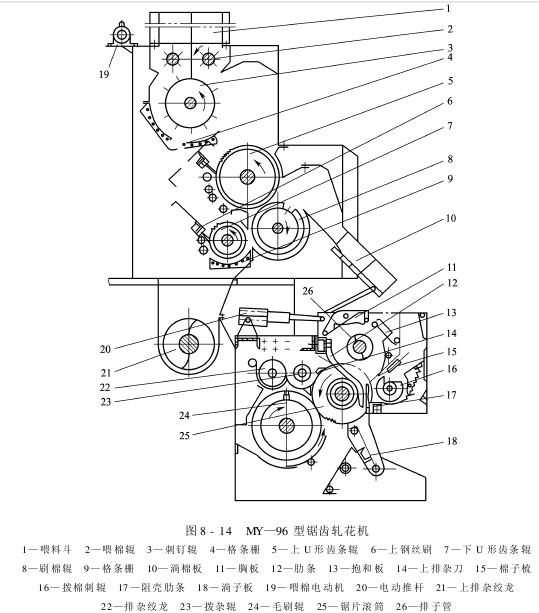
(一)MY—96型锯齿轧花机的结构及工作原理 MY—96型锯齿轧花机的结构图如图8-14所示,工作原理如下: 子棉通过输送系统进入车间,再经过分别、清理、储存、配棉送到轧花机储棉箱。由变频调速驱动器通过摆线针轮减速机带动喂棉辊将子棉喂入。根据工作压力和密度反馈电流,采纳变频调速自动操纵喂棉量的多少,子棉首先经清花刺钉辊清理,呈松散状态抛掷在U形刺条辊上,通过钢丝排的阻挡使其均匀地被U形刺条勾拉后,经过排杂、排僵后被刷棉辊均匀地刷在淌棉板上。喂入轧花机前,子棉经过刺钉和U形刺辊时,所排出的有效单粒子棉再经过U形刺条...



