




-
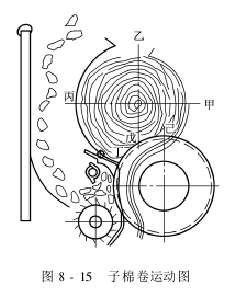
锯齿轧花理论 子棉卷的运动
轧花工艺要求轧净棉子上的长纤维,又不损伤纤维天然的物理性状。根据轧花机理可知,要达到这一要求,必须使棉子和长纤维受到不同方向的外力作用。锯齿轧花机的中箱为其制造了条件,中箱的几何形状可以使子棉形成卷体,利用锯片滚筒在中箱内的位置,使锯齿在勾拉子棉纤维的同时,对子棉卷产生作用力矩,使子棉卷做旋转休闲。正因为子棉卷的转动,锯齿才能均衡、高效地勾拉纤维;同时轧净纤维的棉子才能顺利排落。由于子棉卷和锯片滚筒的转动速度、转动方向存在差异,非常是在轧花肋条排工作点处存在较大差异,轧花的力学条件才得以满足。 (一)子棉卷休闲的...
-
锯齿轧花理论 纤维与棉子的分离
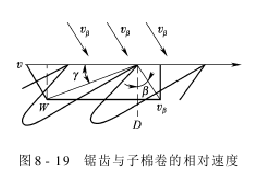
从棉子梳到轧花肋条工作点的弧长上,锯齿和子棉卷相互接触。由于子棉性状、子棉卷密度、轧花机生产率、锯片滚筒转速等工作条件的变化,使得锯齿和子棉卷之间的作用非常复杂。 到目前为止,尚无建站数学模型来描述锯齿和子棉卷之间的关系。 (一)锯齿对子棉的作用 锯齿轧花依靠锯齿穿刺子棉纤维层,使纤维嵌塞在齿凹内,再设法从棉子上拉脱。锯齿轧花必须具备两个条件。 (1)子棉卷做旋转休闲; (2)子棉卷表面的线速度远远落后于锯片滚筒表面的线速度。 从棉子梳到轧花肋条排工作点的弧段上,随着锯齿表面线速度方向、子棉卷表面线速度方向的变化...
-
锯齿轧花理论 棉子的排出
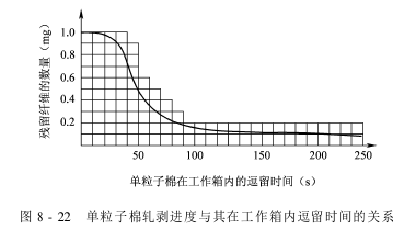
有一种理论很注重工作箱内棉子的排出,认为要提高锯齿轧花机的生产率,首先应减少棉子在工作箱内的逗留时间。其它,肯定要增加喂花量及棉子的排出量,以保持高产下的平衡。 如图8-22所示,单粒子棉上的纤维是逐渐轧脱的;当单粒子棉初次接触锯齿时,由于棉子上带有大量的纤维,故能被锯齿勾住的纤维相对较多。随着轧剥次数的增加,棉子上的长纤维越来越少,单粒子棉能被锯齿勾住的纤维也越来越少,即单粒子棉的轧剥机会越来越少。此外,单粒子棉的轧剥进度和其在工作箱内的逗留时间的曲线以横坐标为渐近线,即单粒子棉在工作箱内逗留时间无限长时,其上...
-
锯齿轧花理论 杂质的排落和刷棉
国家标准《棉花细绒棉》(GB1103—1999)规定不孕子含棉率为20%~30%。而锯齿棉的轧工质量和后箱的排杂效果有很大关系。后箱排出的杂质按排杂部位的不同,又可分为上排杂和下排杂。 (一)上排杂 从轧花肋条工作点到上排杂刀口(或前挡风板口)这一锯片弧长区域称为上排杂区域。上排杂包含上排杂区域内排出的杂质和上排杂刀口处排出的杂质。 当锯齿勾住纤维离开子棉卷进入轧花肋条排工作点间隙时,因失去了子棉卷对它的压力作用及外界空气的透入,使齿凹内的纤维不再紧紧地嵌在齿间而成为漂荡状态,即形成浮棉层,使杂质挣脱了纤维的缠绕...
-
锯齿轧花理论 杂质的排落和刷棉
国家标准《棉花细绒棉》(GB1103—1999)规定不孕子含棉率为20%~30%。而锯齿棉的轧工质量和后箱的排杂效果有很大关系。后箱排出的杂质按排杂部位的不同,又可分为上排杂和下排杂。 (一)上排杂 从轧花肋条工作点到上排杂刀口(或前挡风板口)这一锯片弧长区域称为上排杂区域。上排杂包含上排杂区域内排出的杂质和上排杂刀口处排出的杂质。 当锯齿勾住纤维离开子棉卷进入轧花肋条排工作点间隙时,因失去了子棉卷对它的压力作用及外界空气的透入,使齿凹内的纤维不再紧紧地嵌在齿间而成为漂荡状态,即形成浮棉层,使杂质挣脱了纤维的缠绕...
-

锯齿机轧花的故障及处理 锯齿机轧花产量质量的控制
影响锯齿轧花机产量、质量的因素是多方面的,而且这些因素之间互相牵制、互相影响。从生产实际看,子棉的性状(成熟度、含水量、含杂量)、设备部件及装配、工艺及操作技术等是影响产量、质量的主要因素。因此,要提高轧工质量,必须操纵子棉具有适宜的含水率;完量清除原生杂质,操纵并排解新生疵点和杂质;加强轧花设备的合理使用和维修保养;保持机构良好的工作状态;合理安排工艺,把握正确的操作方法。只有这样,才能实现优质高产。 (一)子棉的含水率 轧花时,必须操纵子棉的含水率,一般要求子棉含水率在8%左右。考虑到我国棉花含水率的实际情况,...
-
锯齿机轧花的故障及处理 锯齿轧花工艺的常见故障及处理
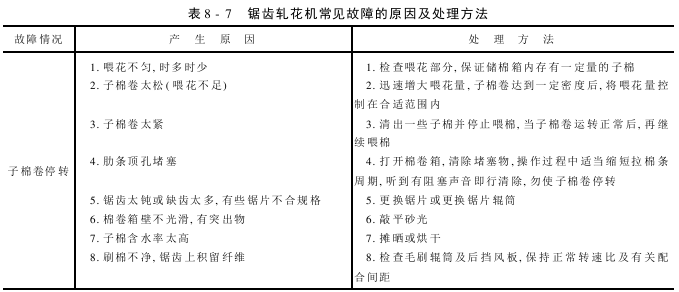
锯齿轧花工艺的常见故障可分为生产性故障和机械性故障两类。生产性故障指影响产量和质量的故障,机械性故障是阻碍机器正常运转的故障。锯齿轧花机常见故障的原因及处理方法见表8-7。 AAAFGNHIYIYO...
-
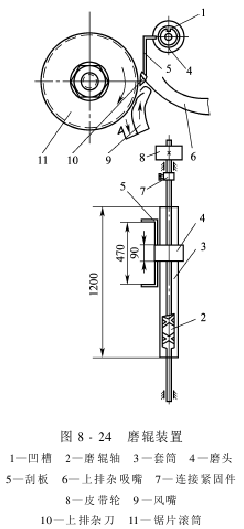
皮辊轧花 皮辊轧花机的结构
面料科学技术很快地进展,市场对面料品质量的要求越来越高,布料工业设备不断升级,布料从粗特纱产品向细特纱产品的进展,细绒棉已经不能满足面料产业的需要,由于市场对长绒棉需求量越来越大,种植长绒棉的面积不断扩大,适应整理长绒棉的皮辊轧花机得到市场的欢迎。皮辊轧花机也从过去冲刀式皮辊轧花机进展到滚刀式皮辊轧花机。 一、皮辊轧花机的结构 皮辊轧花机按其主要工作部件———动刀的休闲形式分,有冲刀式皮辊轧花机和滚刀式皮辊轧花机两种形式。 冲刀式皮辊轧花机的生产效率较低,皮棉产量约为1.3kg/(片?h),在我国,冲刀式皮辊轧花机...
-
皮辊轧花 冲刀式皮辊轧花机
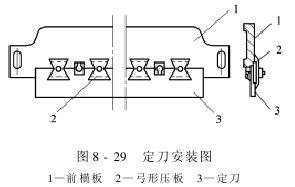
冲刀式皮辊轧花机由机架、前横板、皮辊、定刀、动刀、曲轴、推花板及棉子栅等主要机件组成,如图8-28所示。 1.机架 机架由墙板和撑杆组成。墙板由铸铁制成,分成左右两块,可分别固装在水平地基的地脚螺栓上。两块墙板用4根或5根撑杆横向连接,形成一个稳固的整体。机架上的孔、槽用于承装各个部件。 2.前横板 前横板以生铁铸成,两端用螺栓固定在左右墙板的上部,作为机架的横梁。板的下端铣出一道平直的和定刀等厚的阶梯槽,用来安装定刀。前横板的上部水公平距离地排列着若干个孔,供安装弓形压板时使用。定刀夹在前横板和弓形压板之间得以...
-
皮辊轧花 滚刀式皮辊轧花机
1996年以后,由中国农业机械化研究院汲取国外滚刀轧花机的经验,自主研究出了国产滚刀式皮辊轧花机,并逐步取代了冲刀式皮辊轧花机。 滚刀式皮辊轧花机和冲刀式皮辊轧花机在结构上有所不同。它用针刺滚筒代替了输送松化辊,用加速辊替代了推花板,用滚刀代替了冲刀,用棉子栅替代棉子梳。结构上的改变,减少了设备的震动,使设备工作稳定,调整方便,工作效率更高。 (一)滚刀皮辊轧花机的特点 滚刀式皮辊轧花机的主要部件是皮辊、定刀、滚刀。皮辊的表面应粗涩且富有弹性。因为滚刀式皮辊轧花机是利用皮辊对棉纤维的摩擦作用施加牵引力于子棉纤维,在...


