




-

皮辊轧花 MPY—B型滚刀式皮辊轧花机
(一)结构和工作原理 1.结构 6MPY—100B型皮辊轧花机由喂花清花部分、轧花部分和传动系统组成。 喂花清花部分和轧花部分的结构图如图8-32所示。 喂花清花部分主要部件有:喂花辊、刺钉滚筒、除杂筛网、料槽、针齿滚筒、加速辊、导向辊、可调式多孔网、固定筛及磁铁淌棉板。 轧花部分的主要部件有:皮辊、滚刀、定刀。 皮辊结构和冲刀式轧花机相同,皮辊的直径为190mm,磨损到120mm时必须更换。 滚刀长1000mm,滚刀直径150mm,滚刀用184片钢片焊在直径为100mm的轴上,共计8排,每排23片,一排平行轴上形...
-
皮辊轧花理论 摩擦力与冲击力的产生
无论是冲刀式皮辊轧花机还是滚刀式皮辊轧花机,其作用原理大致相同,即利用摩擦作用通过皮辊对棉子纤维施加牵引力,在另一方向上,用动刀冲击棉子,对棉子施加冲击力。在摩擦力和冲击力的共同作用下,纤维和棉子分别完成轧花工作。借助机械作用,产生轧花所需的摩擦力及冲击力,是皮辊轧花理论研究的内容。 一、摩擦力和冲击力的产生 选用肯定材料制成的皮辊,其表面是粗涩且富有弹性的。子棉上的纤维具有天然螺旋状卷曲,故皮辊表面和棉纤维之间的摩擦因数较大。当棉纤维以肯定的压力和皮辊表面接触时,两者便相互抱和,产生摩擦作用。当皮辊表面对纤维的摩...
-
-
棉子剥绒的要求和工艺流程 棉短绒生产的要求
(一)分道剥绒 按国家规定,棉短绒分三类,每类又分3个等级。一类绒一般为头道绒,二类绒一般为二道绒,三类绒一般为三道绒。不同长度的短绒有不同的用途,因此,必须分道剥绒,分类、分级打包,使生产的各类短绒具有规定的长度和较好的品质。 为了保证各道短绒的长度符合使用部门的要求,必须贯彻“头道轻剥,二道多剥,三道争取剥完”的原则。 “头道轻剥”即在剥绒过程中,完可能不使13mm以下的短绒在头道中被剥下,以保证一类绒的长度,提高其使用价值。头道绒的出绒率应不超过棉子毛头率的3倍。 “二道多剥”就是重剥二道绒。二道绒是军工生产...
-
棉子清理 风力清子机
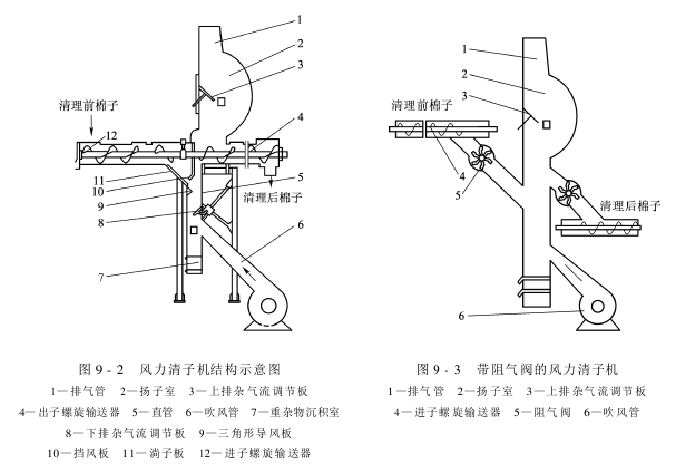
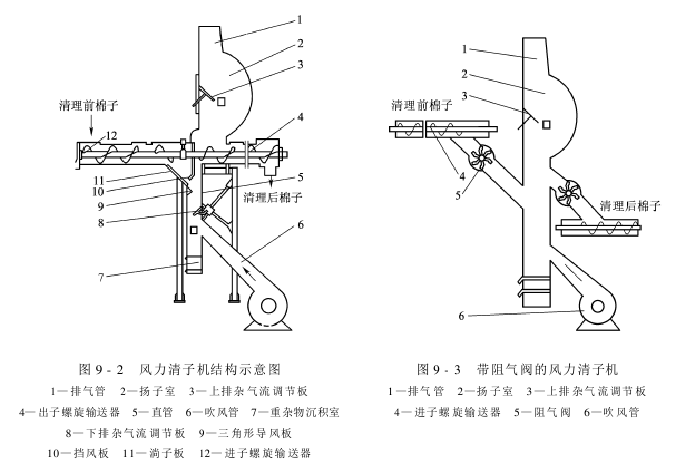
二、风力清子机 风力清子机是根据棉子和杂质密度不同的原理设计的,它主要由通风机、螺旋输送器、直管、扬子室等组成,其结构如图9-2所示。 轧花后的棉子,经过进子螺旋输送器的推移,沿倾斜淌子板11向下滚落,通风机吹风管吹来的气流,使棉子从直管向上送入扬子室,密度大于棉子的石块、碎砖、金属物及其他非常杂物,则不能随气流上升到扬子室,便下落到重杂物沉积室。吹入扬子室的棉子,由于容积扩大,风速下降,使棉子沉落到出子螺旋输送器上,由输送器输送到剥绒机。密度轻于棉子的尘土、游离纤维、不孕子、枯瘪子等杂质,随气流经排气管进入除尘装...
-
-
锯齿剥绒机 MR—D型锯齿剥绒机的结构和作用
机械式剥绒机的种类较多,根据机器主要工作部件的刚度不同,可分为刚性工作部件(如锯齿剥绒机和磨料剥绒机)和弹性工作部件(如钢丝刷辊剥绒机)两大类。其中刚性工件部件的锯齿剥绒机生产效率较高,适应性较好,是我国使用的主要剥绒机。 锯齿剥绒机有很多形式,按刷绒形式分,有毛刷式和气流式;按锯片数量分,有200型、176型、160型、144型、141型等类型;按层数分,有单层式、双层式和三层式等。目前使用多的是MR—141型和MR—144D型锯齿剥绒机,此外6MRQ—141A型、6MR160D—10型、MR200—10型也较...
-
锯齿剥绒机 MR—D型锯齿剥绒机的电气控制系统
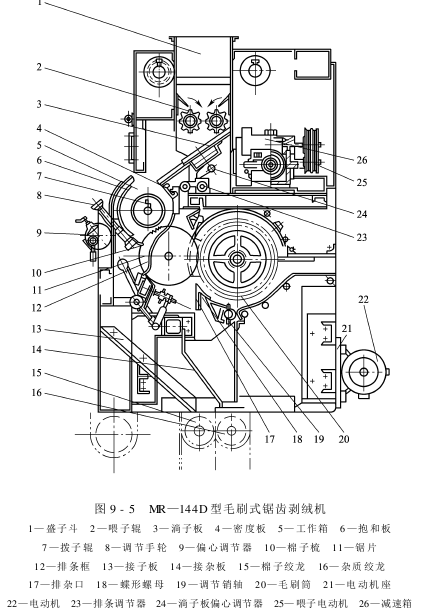
MR—144D型毛刷式锯齿剥绒机有4台用电设备:锯轴电动机(15kW)、拨子电动机(7.5kW)、工作箱升降电动机(1.1kW)、喂子电动机(0.8kW)。 合上自动空气开关QF1 、QF2 、QF3 、QF 4 ,使M1 、M2 、M3 、M4 接通电源。按下锯轴电动机M1启动钮SB 2 、KM3 、KT、KM2 得电吸合,KM3 的常开触点闭合,常闭触点断开,M1 处于“Y”接启动状态;过一段时间,KT延时断开,KM3 失电,KM1 得电吸合,M1 处于“Δ”接工作状态。按下拨子电动机M3 启动钮SB 4 ,K...
-
设备主要部件对剥绒产量质量的影响 锯片滚筒转速
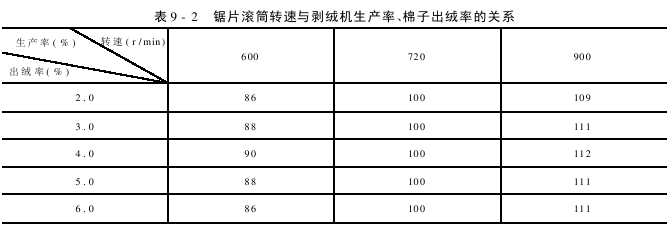
一、锯片滚筒转速 锯片滚筒转速是决策剥绒机生产率高低的重要因素之一。锯片滚筒转速和剥绒机生产率、棉子出绒率的关系见表9-2。锯片滚筒的转速和出绒率和短绒含杂率及棉子破子率的关系见表9-3和表9-4。 由表9-2~表9-4的数据可以看出,提高锯片滚筒的转速,虽可提高剥绒机的生产率,但短绒含杂率和棉子破子率都随之增加,并且具有肯定的线性关系,这说明短绒含杂率和棉子破子率是相关的。因此,锯片滚筒的转速要在有利于提高生产率而又不影响短绒质量的前提下妥善选定。据国内外的资料介绍,直径为320mm的锯片滚筒转速在700~73...
-
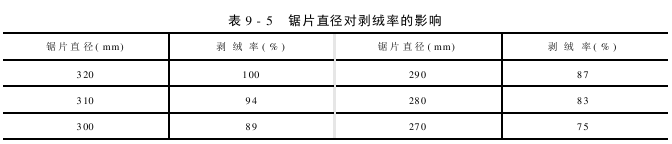
设备主要部件对剥绒产量质量的影响 锯片直径
锯片直径大,伸入到工作箱中的锯片弧线长,工作齿数多,剥绒效率高;锯片直径小,伸入工作箱中的锯片弧线短,工作齿数少,剥绒率低。锯片直径对剥绒率的影响见表9-5。 锯片圆筒在生产中简单磨损,当锯齿损伤残缺过多超过规定时,为了充分利用锯片,应经斩齿机重新斩削。每整理一次,锯片直径缩小10mm,当锯片直径小于280mm时,就不宜再改制。 锯片直径大,伸入到工作箱中的锯片弧线长,工作齿数多,剥绒效率高;锯片直径小,伸入工作箱中的锯片弧线短,工作齿数少,剥绒率低。锯片直径对剥绒率的影响见表9-5。 锯片圆筒在生产中简单磨损,...


