




-

纱线加捻指标及其计算-捻缩
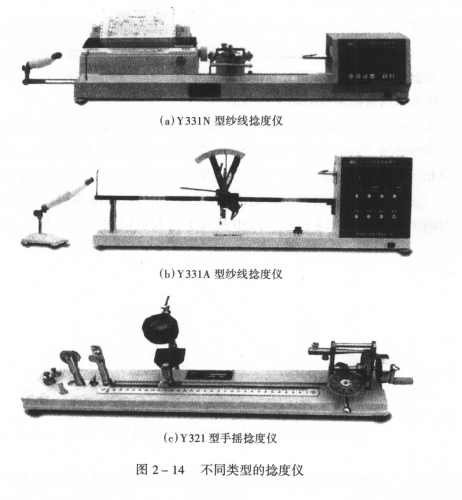
加捻后,由于纤维倾斜,使纱的长度缩短,产生捻缩。捻缩的大小通常用捻缩率来表示。它是指加捻前后纱条长度的差值占加捻前长度的百分率。计算式为: 式中:μ——纱线的捻缩率; L0——加捻前的纱线长度; L——加捻后的纱线长度。 单纱的捻缩率,一般是直接在细纱机上测定。以细纱机前罗拉吐出的须条长度(未加捻的纱长)为L0,对应的管纱上(加捻后的)的长度为L。股线的捻缩率可在捻度仪上测试,试样长度即为加捻后的长度L,而退捻后的单纱长度,则为加捻前的长度L0。 单纱的捻缩率随着捻系数的增大而增加。 股线的捻缩率与...
-
-

影响纱中纤维内外转移的主要因素
1.纤维长度 长纤维易向内转移。因为长纤维易同时被加捻三角区两端握持住,纤维在纱中受到的力Tf较大,向心压力也较大,所以易向内转移。而短的纤维则相反,它不易被加捻三角区的两端握持住,纤维在纱中受到的力Tf较小,向心压力也较小,所以易分布在纱的外层。 2.纤维细度 细纤维易向内转移。因为细纤维抗弯刚度小,容易弯曲而产生较大的变形,从而使纤维受力较大,向心压力大,同时细纤维截面积较小,向内转移时受周围纤维的阻力较小,所以易向内转移而分布在纱的内层。粗纤维则不易弯曲,向心压力小且受到周围纤维的摩接力大而易分布在纱的...
-
-
-
-
-
低级棉回花和再用棉的使用
晚期低级棉的特点是成熟度差、纤维细、纤维强力低、含水率大、短绒多、疵点多;早期低级棉成熟度较好、含杂较少,但纤维粗、强力低,虫害棉中死纤维(僵片)较多。由于晚期低级棉纤维细度细,对成纱强力有利,可在经纱配棉中搭配一些,对提高经纱强力有一定的作用;而早期低级棉纤维极、强力低,对成纱强力不利,但其疵点较少,对成纱外观疵点影响不大,故可在纬纱配棉中混用一些。在使用时也要注意其对成品色泽和染色的影响,以免造成织物色泽上的差异。 另外,在纺纱过程中,各工序都会产生一些回花,如回卷、回条、粗纱头、皮辊花(断头吸棉花)等。...
-
纺纱工艺流程的选择原则
选择工艺流程和机器型号,以便确定纺纱和织造设备的数量,是纺织工艺计算的一项重要工作。其中,工艺流程的选择会直接影响纺织厂的日常生产管理、产品的产质量和各项技术经济指标。因此,应根据所选机型、原料的特点和产品的质量要求,合理确定纺纱工艺流程。选择时应注意掌握以下原则。 (1)根据纺纱工艺原理和实际生产经验以及定型机器的鉴定资料,尽量采用新工艺、新技术、高效能的机台,以获得较高的劳动生产率。 (2)在保证成纱质量的前提下,尽量缩短工艺流程,以减少设备数量,节约基建投资,降低生产成本。 (3)工艺流程的选择要有...
-


