




-

低级棉回花和再用棉的使用
晚期低级棉的特点是成熟度差、纤维细、纤维强力低、含水率大、短绒多、疵点多;早期低级棉成熟度较好、含杂较少,但纤维粗、强力低,虫害棉中死纤维(僵片)较多。由于晚期低级棉纤维细度细,对成纱强力有利,可在经纱配棉中搭配一些,对提高经纱强力有一定的作用;而早期低级棉纤维极、强力低,对成纱强力不利,但其疵点较少,对成纱外观疵点影响不大,故可在纬纱配棉中混用一些。在使用时也要注意其对成品色泽和染色的影响,以免造成织物色泽上的差异。 另外,在纺纱过程中,各工序都会产生一些回花,如回卷、回条、粗纱头、皮辊花(断头吸棉花)等。...
-
纺纱工艺流程的选择原则
选择工艺流程和机器型号,以便确定纺纱和织造设备的数量,是纺织工艺计算的一项重要工作。其中,工艺流程的选择会直接影响纺织厂的日常生产管理、产品的产质量和各项技术经济指标。因此,应根据所选机型、原料的特点和产品的质量要求,合理确定纺纱工艺流程。选择时应注意掌握以下原则。 (1)根据纺纱工艺原理和实际生产经验以及定型机器的鉴定资料,尽量采用新工艺、新技术、高效能的机台,以获得较高的劳动生产率。 (2)在保证成纱质量的前提下,尽量缩短工艺流程,以减少设备数量,节约基建投资,降低生产成本。 (3)工艺流程的选择要有...
-
-
-
纺纱工艺流程后加工工序
1.管并与筒并 管并是管纱不经络简机,直接喂入并纱机,省去一道络筒工序。可减少基建投资,但股线张力不够均匀,易产生绕芯纱现象,结杂、细节亦较多。其工艺流程为:管纱→并纱机→捻线机。 管并是简纱喂入并纱机,其工艺流程为:管纱→络筒机→并纱机→捻线机。股线张力均匀,强力较高,结杂和细节较少,接头次数少,生产效率高。 并捻联合是通过并捻联合机将并纱和加捻同时完成,其工艺流程为:管纱→络简机→并捻联合机。省去并纱工序,减少设备投资,避免管并的某些缺点,但有时易产生绕芯纱,故适合一般织物用纱。 2.干捻和湿捻、单捻...
-
纺纱工艺参数和设备配备计算概述
在机型和纺纱工艺流程确定后,可按计划的产品方案,选定各机台的工艺参数,如牵伸倍数、并合数、速度、时间效率和计划停台率、制成率以及消耗率等,以便计算各工序的产量和相应的机台设备数量,从而编制纺纱设备配备表。 工艺参数的选择应与纺纱工艺流程和设备的性能特点结合起来考虑。如果工艺参数选择不当,不仅会影响产品的产、质量,还会造成生产脱节,供应不平衡。生产一定数量的细纱,如果粗纱的线密度大,就会影响细纱机的正常牵伸和产品质量;相反,如果租纱的线密度偏小,生产相同数量的细纱,所需要的粗纱机台数将会相应增多。 选择工艺参...
-
-
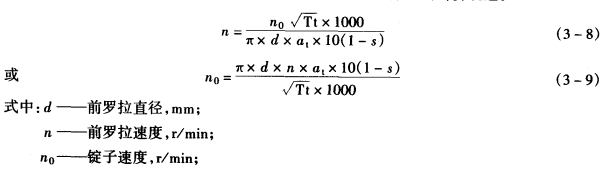
纺纱设备各工序速度的选择
(1)清棉机:成卷罗拉的速度一般取10~15r/min。纺粗特纱和细特纱时,速度宜低些,前者因原棉合杂较高,后者因成纱质量要求较高;纺中特纱的成卷罗拉速度可略高些;纺涤纶或其他化学纤维纱,因纤维之间抱合力小,成卷较蓬松,易枯卷,故速度宜低些。 (2)梳棉机:梳棉机道夫的速度应根据设备型号、生条定量、产量和质量的要求而定。速度提高,产量增加,但不利于分梳除杂,设备配备数量减少,且影响梳棉条质量和后纺生产潜力的发挥。一股纺中特纱时,道夫速度可较高,纺细特纱和化学纤维纱时,道夫速度宜低些。 新型梳棉机道夫的速度高可达...
-
-
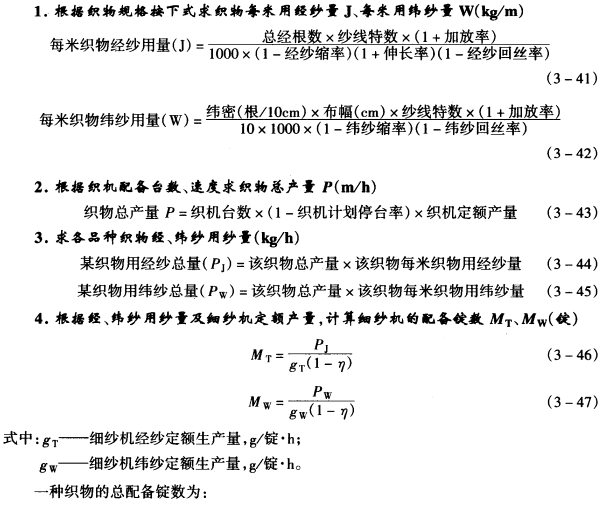
纺纱设备配备计算以J×J涤/棉纱为例
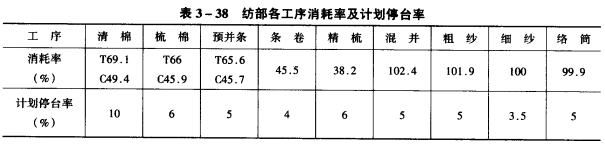
(三)纺纱各工序总产量的计算 1.消耗率和计划停台率的选择 根据资料选取的各工序消耗率、计划停台率见表3-38。 2.各工序总产量的计算 某工序总产量=细纱总产量M策工序消耗率 已求得织物的经、纬纱总用纱量分别为64.24kg/h和42.4kg/h,即经纱的细纱总产量为64.24kg/h,纬纱的细纱总产量为42.40kg/h。按上述公式可计算出各工序的总产量。 络筒总产量: 经纱: 64.24×99.9%=64.18(kg/h) AAASLDKFJWELJG...


