




-
锯齿印花 MY—型锯齿轧花机
6MY98—17型毛刷式锯齿轧花机适合整理纤维长度在23~33mm,含水率不大于10%,并经过初步清理的子棉。该设备能有效清除子棉中的特杂、重杂及僵瓣棉和棉叶、不孕子、尘杂等细小杂质,可以改善子棉的外观形态和色泽,提高子棉的品质,保证皮棉整理质量,提高轧花机的效率。 (一)轧花机的结构 6MY98—17型锯齿轧花机由清花喂花、轧花部分、传动系统等部分组成,如图8-6所示。 其中,清花喂花部分是提净式清花喂花机,由喂棉、提净、落棉回收三部分组成,轧花部分由前箱、中箱、后箱三部分组成。 1.清花喂花部分 清花喂花部分...
-
锯齿印花 MY—型智能轧花机
6MY168—17型智能轧花机是在6MY88—17型、6MY98—17型毛刷式锯齿轧花机组的基础上开发、研制出的新一代高效棉花整理成套设备。该设备在我国大型手摘棉整理工艺中特别具有代表性,它整理能力大,生产成本低,整理出的皮棉质量好。烘干系统保证了成套设备的稳定性及可靠性,使清花、轧花设备保持在佳工作状态。其子棉清理辊筒采纳刺钉构件,回收辊筒采纳齿条构件,减少了纤维损伤。轧花主动机采纳和高效智能轧花设备6MY168—17型轧花机配套的6MPQ400—2800型皮棉清理机及智能6MDY400型打包机等先进设备,电气...
-
锯齿印花 MY—型锯齿轧花机
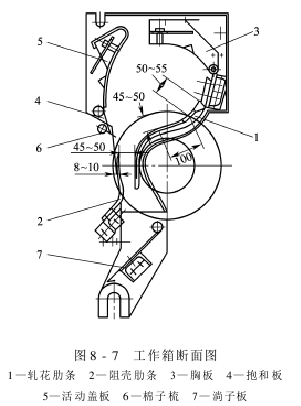
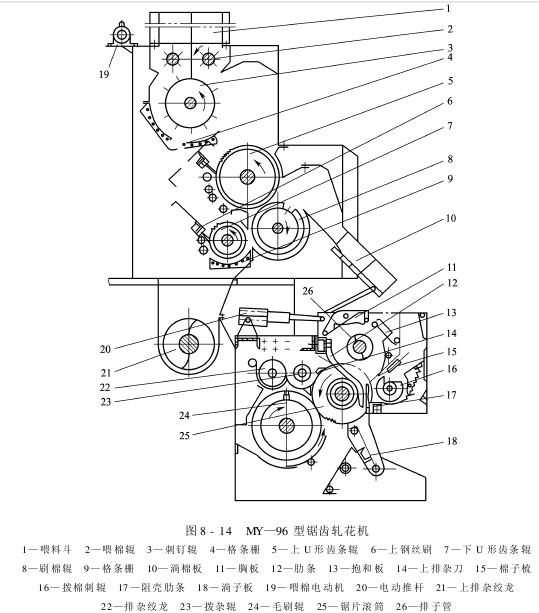
(一)MY—96型锯齿轧花机的结构及工作原理 MY—96型锯齿轧花机的结构图如图8-14所示,工作原理如下: 子棉通过输送系统进入车间,再经过分别、清理、储存、配棉送到轧花机储棉箱。由变频调速驱动器通过摆线针轮减速机带动喂棉辊将子棉喂入。根据工作压力和密度反馈电流,采纳变频调速自动操纵喂棉量的多少,子棉首先经清花刺钉辊清理,呈松散状态抛掷在U形刺条辊上,通过钢丝排的阻挡使其均匀地被U形刺条勾拉后,经过排杂、排僵后被刷棉辊均匀地刷在淌棉板上。喂入轧花机前,子棉经过刺钉和U形刺辊时,所排出的有效单粒子棉再经过U形刺条...
-
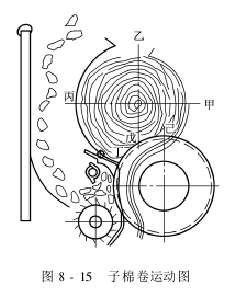
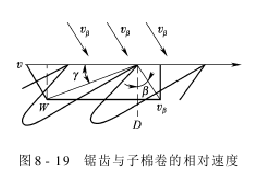
锯齿轧花理论 子棉卷的运动
轧花工艺要求轧净棉子上的长纤维,又不损伤纤维天然的物理性状。根据轧花机理可知,要达到这一要求,必须使棉子和长纤维受到不同方向的外力作用。锯齿轧花机的中箱为其制造了条件,中箱的几何形状可以使子棉形成卷体,利用锯片滚筒在中箱内的位置,使锯齿在勾拉子棉纤维的同时,对子棉卷产生作用力矩,使子棉卷做旋转休闲。正因为子棉卷的转动,锯齿才能均衡、高效地勾拉纤维;同时轧净纤维的棉子才能顺利排落。由于子棉卷和锯片滚筒的转动速度、转动方向存在差异,非常是在轧花肋条排工作点处存在较大差异,轧花的力学条件才得以满足。 (一)子棉卷休闲的...
-
锯齿轧花理论 纤维与棉子的分离
从棉子梳到轧花肋条工作点的弧长上,锯齿和子棉卷相互接触。由于子棉性状、子棉卷密度、轧花机生产率、锯片滚筒转速等工作条件的变化,使得锯齿和子棉卷之间的作用非常复杂。 到目前为止,尚无建站数学模型来描述锯齿和子棉卷之间的关系。 (一)锯齿对子棉的作用 锯齿轧花依靠锯齿穿刺子棉纤维层,使纤维嵌塞在齿凹内,再设法从棉子上拉脱。锯齿轧花必须具备两个条件。 (1)子棉卷做旋转休闲; (2)子棉卷表面的线速度远远落后于锯片滚筒表面的线速度。 从棉子梳到轧花肋条排工作点的弧段上,随着锯齿表面线速度方向、子棉卷表面线速度方向的变化...
-
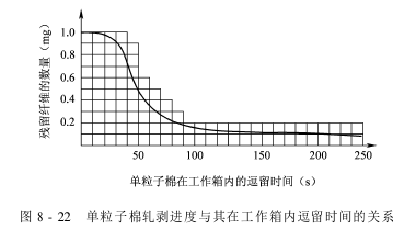
锯齿轧花理论 棉子的排出
有一种理论很注重工作箱内棉子的排出,认为要提高锯齿轧花机的生产率,首先应减少棉子在工作箱内的逗留时间。其它,肯定要增加喂花量及棉子的排出量,以保持高产下的平衡。 如图8-22所示,单粒子棉上的纤维是逐渐轧脱的;当单粒子棉初次接触锯齿时,由于棉子上带有大量的纤维,故能被锯齿勾住的纤维相对较多。随着轧剥次数的增加,棉子上的长纤维越来越少,单粒子棉能被锯齿勾住的纤维也越来越少,即单粒子棉的轧剥机会越来越少。此外,单粒子棉的轧剥进度和其在工作箱内的逗留时间的曲线以横坐标为渐近线,即单粒子棉在工作箱内逗留时间无限长时,其上...
-
锯齿轧花理论 杂质的排落和刷棉
国家标准《棉花细绒棉》(GB1103—1999)规定不孕子含棉率为20%~30%。而锯齿棉的轧工质量和后箱的排杂效果有很大关系。后箱排出的杂质按排杂部位的不同,又可分为上排杂和下排杂。 (一)上排杂 从轧花肋条工作点到上排杂刀口(或前挡风板口)这一锯片弧长区域称为上排杂区域。上排杂包含上排杂区域内排出的杂质和上排杂刀口处排出的杂质。 当锯齿勾住纤维离开子棉卷进入轧花肋条排工作点间隙时,因失去了子棉卷对它的压力作用及外界空气的透入,使齿凹内的纤维不再紧紧地嵌在齿间而成为漂荡状态,即形成浮棉层,使杂质挣脱了纤维的缠绕...
-
锯齿轧花理论 杂质的排落和刷棉
国家标准《棉花细绒棉》(GB1103—1999)规定不孕子含棉率为20%~30%。而锯齿棉的轧工质量和后箱的排杂效果有很大关系。后箱排出的杂质按排杂部位的不同,又可分为上排杂和下排杂。 (一)上排杂 从轧花肋条工作点到上排杂刀口(或前挡风板口)这一锯片弧长区域称为上排杂区域。上排杂包含上排杂区域内排出的杂质和上排杂刀口处排出的杂质。 当锯齿勾住纤维离开子棉卷进入轧花肋条排工作点间隙时,因失去了子棉卷对它的压力作用及外界空气的透入,使齿凹内的纤维不再紧紧地嵌在齿间而成为漂荡状态,即形成浮棉层,使杂质挣脱了纤维的缠绕...
-

锯齿机轧花的故障及处理 锯齿机轧花产量质量的控制
影响锯齿轧花机产量、质量的因素是多方面的,而且这些因素之间互相牵制、互相影响。从生产实际看,子棉的性状(成熟度、含水量、含杂量)、设备部件及装配、工艺及操作技术等是影响产量、质量的主要因素。因此,要提高轧工质量,必须操纵子棉具有适宜的含水率;完量清除原生杂质,操纵并排解新生疵点和杂质;加强轧花设备的合理使用和维修保养;保持机构良好的工作状态;合理安排工艺,把握正确的操作方法。只有这样,才能实现优质高产。 (一)子棉的含水率 轧花时,必须操纵子棉的含水率,一般要求子棉含水率在8%左右。考虑到我国棉花含水率的实际情况,...
-
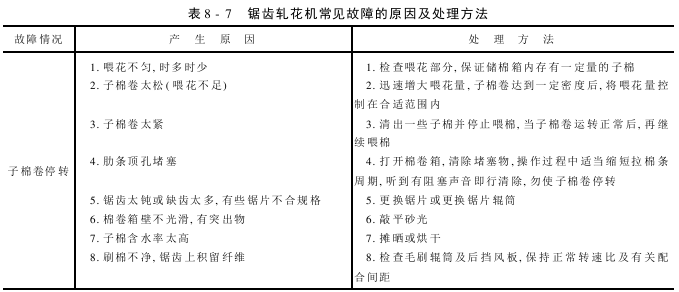
锯齿机轧花的故障及处理 锯齿轧花工艺的常见故障及处理
锯齿轧花工艺的常见故障可分为生产性故障和机械性故障两类。生产性故障指影响产量和质量的故障,机械性故障是阻碍机器正常运转的故障。锯齿轧花机常见故障的原因及处理方法见表8-7。 AAAFGNHIYIYO...


