





第5332页
-
-
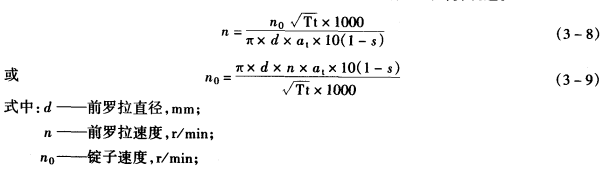
纺纱设备各工序速度的选择
(1)清棉机:成卷罗拉的速度一般取10~15r/min。纺粗特纱和细特纱时,速度宜低些,前者因原棉合杂较高,后者因成纱质量要求较高;纺中特纱的成卷罗拉速度可略高些;纺涤纶或其他化学纤维纱,因纤维之间抱合力小,成卷较蓬松,易枯卷,故速度宜低些。 (2)梳棉机:梳棉机道夫的速度应根据设备型号、生条定量、产量和质量的要求而定。速度提高,产量增加,但不利于分梳除杂,设备配备数量减少,且影响梳棉条质量和后纺生产潜力的发挥。一股纺中特纱时,道夫速度可较高,纺细特纱和化学纤维纱时,道夫速度宜低些。 新型梳棉机道夫的速度高可达...
-
-
时间效率与计划停台率
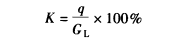
设备在运转过程中,由于需要落纱、接头、布置工作地及工人自然需要等,会造成一定的停车时间,使实际运转时间少于理论运转时间,因此实际产量少于理论产量。 设备的时间效率尺是指在一定的生产时间内,设备的定额生产量q与理论生产量Gl比值的百分率,即: 设备的时间效率K也是指在一定的生产时间内,设备的实际运转时间te。与理论运转时间TL的比值百分率。 影响时间效率的因素有卷装容量的大小、自动化程度、工人操作熟练程度、劳动组织的完善程度等。一般时间效率可通过测定或实际生产资料统计而获得。 计划停台率η是指在一个大平车...
-
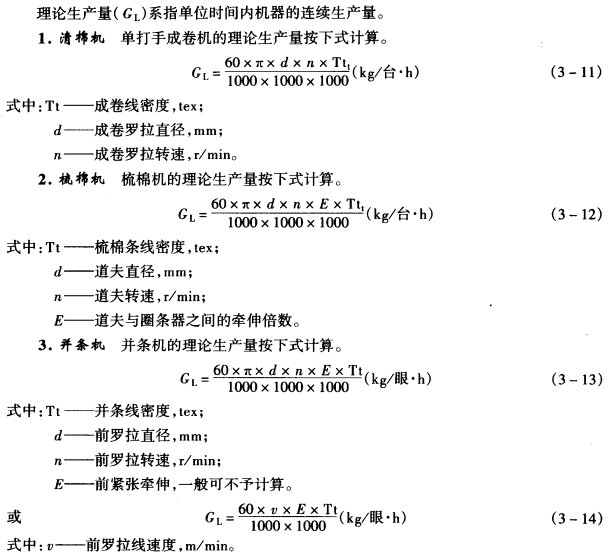
定额生产量和细纱总产量
设备的定额生产量q是指考虑了设备的时间效率K后,在一定的理论运转时间内的产量。因此,定额生产量必小于理论生产量GL,它们之间的关系见式(3—30),即: AAA功能性面料网MHGCVVBEW...
-
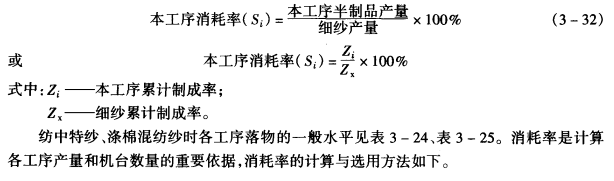
消耗率和各工序总产量
1.消耗率 生产过程中,必然要产生回花、落棉、回丝、风耗等落物,形成一定量的消耗,使后一工序的产量小于前一工序的产量,通常用消耗率表示各工序消耗量的多少。 某工序的消耗率是该工序的制成量与细纱生产量比值的百分率,即: AAAGHRTYJYITLUY...
-
-
-
各工序生产供应的平衡
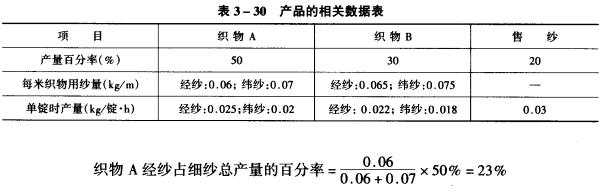
平衡生产供应的方法,是将各车间的喂入量和生产量进行核算和平衡,上一车间的生产量即为下一车间的喂入量。但要注意,各车间除了生产产品外,同时产生一定数量的回花和下脚,这些回花和下脚在计算生产供应时必须予以考虑。如两个细纱车间生产相同数量的细纱,若产生的回花和下脚量有所不同,那么两个细纱车间租纱的喂入量也就不同。 回花和下脚的大小,随原棉品质、纺纱线密度、温湿度、机械设备、纺纱断头率和工人操作水平等不同而不同。纺纱厂各车间回花、下脚的类别及其数量见表3—24、表3—25。 纤维原料有一定的吸湿性能,在加工过程中,...
-
企业推荐


最新留言
评:不错哦,楼主这是要火的节奏啊!http://3bi.net/post/1774.html/
2024-07-08 08:11:22评:我对楼主的敬仰犹如滔滔江水绵延不绝!http://3bi.net/post/1774.html/
2024-07-08 08:06:52评:顶顶更健康!http://3bi.net/post/1774.html/
2024-07-08 07:10:10评:网站做得不错http://3bi.net/post/1774.html/
2024-07-08 06:41:16评:写得实在太好了,我唯一能做的就是默默顶贴!http://rsh.aoshanzhanshi.cn/
2024-07-08 06:24:51评:今天是个特别的日子,值得纪念!http://rb2lj7.tongdarenli.com/
2024-07-08 01:16:39评:好东西,赞一个!http://551d.aoshanzhanshi.cn/
2024-07-08 00:47:27评:我裤子脱了,纸都准备好了,你就给我看这个?http://mpb8r.aoshanzhanshi.cn/
2024-07-08 00:09:51