





SM型、GA731—II型、CR—1000型、G1724型、GA731B型、TT96型和LL681型均可参考此方法。
(一)润滑
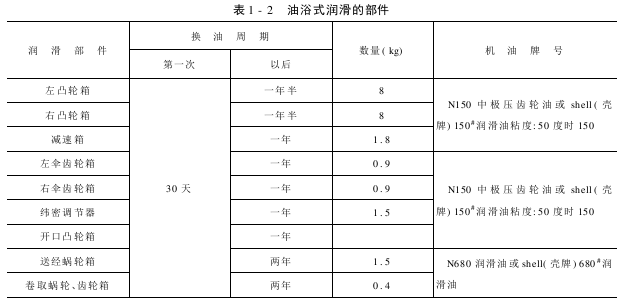
1.采纳油浴式润滑的部件(见表1-2)
2.集中润滑凸轮箱由油泵进行循环润滑应注意以下事项
(1)加油必须通过加油口:为了便于加油,要去掉装置上的密封盖,也可以从对面一侧进行加油。在加入需要量的油,要先适当的运行油泵。
(2)检查油位:包含观看透明的油箱,要在关闭循环油泵大约一分钟后进行。当润滑油低于油箱顶部大约30mm时,油位正好(所显示的只是大约数,并且根据织机的宽度而变)。
(3)在去掉过滤筒之后,才能进行加油,并且要转动润滑泵。这样的话,油就可以从油箱里吸出来,然后泵出。
(4)在注入润滑油之后,经常要通过专用的检查点看看是否达到了所需的油位。每个装置的油位都必须每月进行检查。
(5)过滤器的清洁和更换,要定期的更换或清洁滤筒。
3.每12天需手动加油部位(和传动部件使用机油相同)
(1)多臂踏盘和织机之间各连杆的关节部位。
(2)送经部件各皮带轮的轴心。
(3)布匹放松调节系统链轮,踏板的关节部位和润滑部位。
(4)选纬器的关节转动部位。
4.油脂润滑
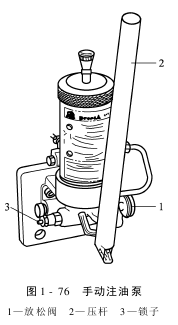
摇轴轴衬的润滑,使用ZL-1锂基脂,每天加油脂一次,操作织机右侧的油泵,将油压入,步骤如图1-76。
(1)转动放松阀1,直至安全关闭为止。
(2)压下压杆2,直至锁子3突出3mm为止。
(3)打开放松阀1,同时检查锁子3是否回到原位。
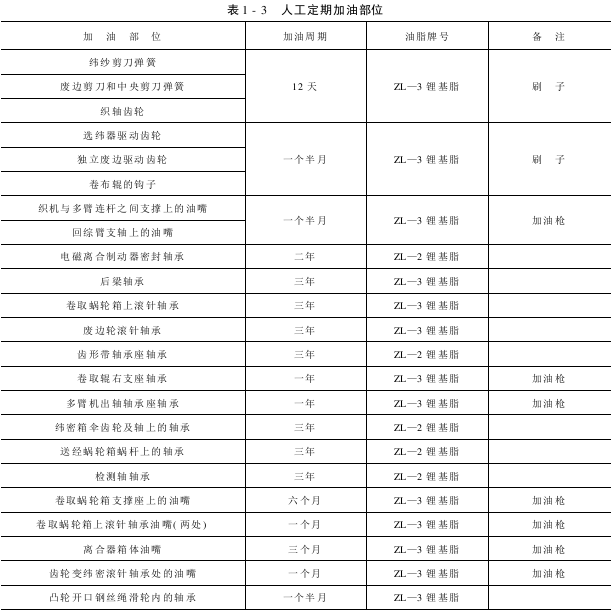
5.需工人定期加油部位(见表1-3)
(二)维护保养
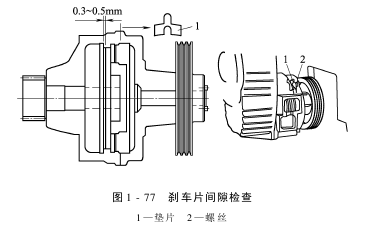
1.电磁离合器刹车盘之间间隙的检查
每三个月要检查刹车盘之间的间隙,须保持0.3~0.5mm的间隙。如果是新织机,个月就要检查。
检查之前,先将主电动机的开关转到断开的位置,并利用离合器吸合开关,使离合器产生作用,用塞规检查槽孔左边的间隙,如图1-77所示。
由于正常的磨损,0.3~0.5mm的间隙会加大,须从每个螺丝2处取出一片0.2mm的垫片1,恢复正常的0.3~0.5mm的间隙,经过一段时间后,0.2mm的4个垫片都拆完了,下一次须拆1mm的垫片时,要装回上述4片0.2mm的垫片。注意:每一次从螺丝2取走的垫片数要相等。上述刹车片间隙的操纵很重要,可以幸免刹车片和它内部的弹簧过载。
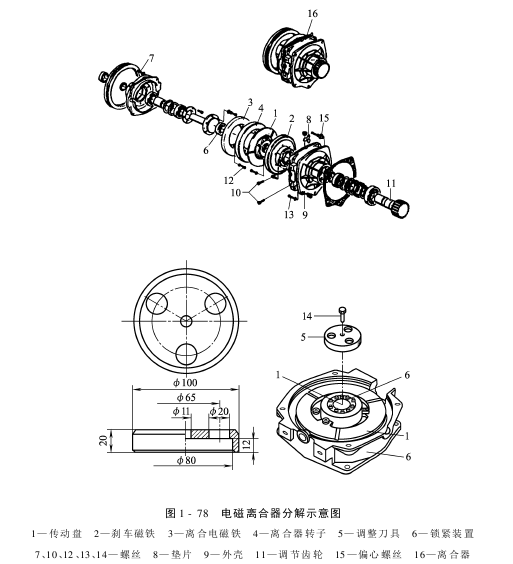
2.电磁离合器的维修(见图1-78)
电磁离合器主要故障为传动盘1预装的弹簧弯曲或断裂,中心传动盘1、刹车磁铁2、离合器磁铁3、离合器转子4磨损或断裂。
传动盘1上的弹簧失效主要表现为织机正常运转时,有刹车,而点动时,没有刹车。当弹簧断裂时,其他1、2、3、4部分没有因弹簧断裂而造成任何磨损时,只需更换弹簧片。在等待备件的同时,可以利用调节点动动程来克服没有点动刹车的不便。
更换弹簧片的方法(见图1-78):
(1)从传动箱放掉润滑油,拆下传动皮带,拆下螺丝13和10,然后拆下离合器,当再安装时用偏心螺丝15调节齿轮11的间隙。
(2)松开4个螺丝7,取下垫片8,1mm和0.2mm厚的垫片的排列方式不要混乱,要记住其相关螺丝,当重新安装时,须完全恢复到原来位置。
(3)将整套刹车装置连同外壳9一起取下,松开传动盘1的锁紧装置6。
(4)拆下传动盘1,把新弹簧片和传动盘1连接好,并安装上传动盘1。
(5)把刹车插头和来自织机的离合器16插头接在一起,使刹车磁铁2通电,吸住传动盘1。
(6)为保证传动盘1紧贴在电磁铁2上,可用手槌的把手轻敲传动盘1。
(7)把调整工具5安装于齿轮轴的端面上,同时检查工具上的三个孔要和锁紧装置6的三个螺丝对正。
(8)用螺丝14来预加张力,使传动盘上的连接轴下压1mm,再用37N?m的力矩锁紧5上
孔对应的三个螺丝,然后拆下5,锁紧其他螺丝。
(9)拆掉电源插头,检查刹车片,应不能随意转动,如很轻的力量就可使其转动,则张力预加不正确,应重新调整。
(10)安装9外壳,并按照原来的组合把垫片8垫上,注意把电缆嵌入槽中,以免短路。
(11)按照图1-77检查刹车片间隙,使其间隙在0.3~0.5mm之间。
(12)安装好离合器16,调整齿轮间隙,并加入润滑油。
当部件1、2、3、4中任一个磨损或断裂按下述方法更换。
①完成上述方法中的(1)、(2)、(3)、(4)项动作。
②拆下部件1、2、3、4。
③松开装配电磁铁3的螺丝12。
④在其相对应的位置上装上3和4,并检查电缆线都要嵌入其对应的槽内,以免短路。
⑤装上磁铁2。
⑥完成上述方法中的(5)~(12)项动作。
⑦连续多次停车,使离合器自动调整到佳状态。
3.天马型剑杆织机离合器保养
电磁离合器的结构如图1-79。
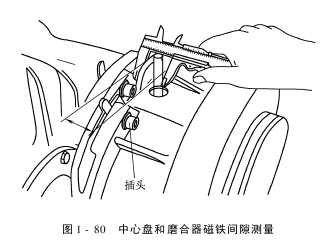
每三个月必须检查一下装置的中心盘1和离合器磁铁5之间的间隙,见图1-80。间隙必须在0.3~0.5mm之间。如果织机是次启动,那么在运转一个月之后,必须进行次检
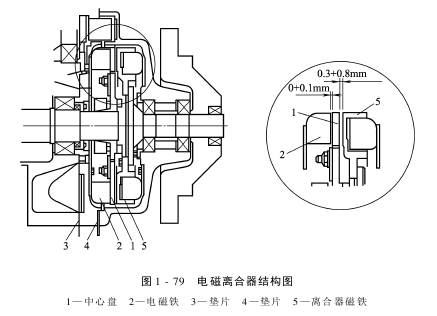
查。此次检查特别重要,它关系到此装置的寿命,要按照下述说明进行检查。
(1)把随织机提供的一个专用销钉(件号GO400)插入中心盘的一个螺孔里。3个孔各间隔120°。
(2)测量出销钉和检测口边缘之间的距离,把中心盘移到离合器一侧。
(3)做相同的测量,这一次把中心盘移到制动器一侧。这需要拔掉电磁铁连接接头,切断给两个电磁铁的供电,并且把离合器的供电插头连接到制动器线圈的插头上。
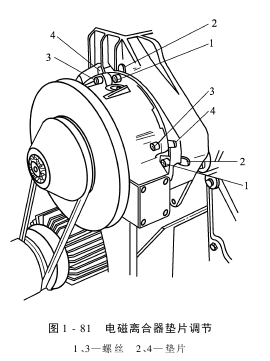
(4)这样决策的两个值之间的差额给出了间隙的数值。因为要测量的距离是非常之几毫米,所以要使用测微规。如果间隙的数值不在正确的范围之列,需要增加或减少肯定数量的垫片(图1-81),直到使测量值符合所要求的数值。当改变垫片时,特别重要的是4个垫片的每一个都要增加或减少相同数目的垫片。如果织机不能停在所需要的位置,那么必须检查:中心盘和磁铁间的间隙(见图1-81)。当发觉不正常时,需要进行制动电压调节。在变动电源电压之前,应先检查间隙的数值。关于中心盘和制动磁铁之间的间隙,要用厚薄规测量。它应在0~0.1mm之间。
(5)无论在任何情况下都不要把中心盘预载荷到制动磁铁上。
(6)对间隙的检查方法(见图1-80、图1-81):
①把随机提供的插头插入中心盘的螺孔里(三个螺孔间隔120°)。
②把中心盘拉向制动器一侧,测量出插头和检
测口边缘之间的距离。
③从制动器线圈上去掉电源插头,并且测量新电磁离合器垫片调节距离时不要用力过大。
④两个距离之间的差额构成了制动器一侧的间隙(一般在0~0.1mm之间)。为了恢复正常的间隙数值,当要减少间隙时,应进行如下调节:
⑤在每一个螺丝1上增加肯定数目的垫片2,所增加的垫片的厚度值肯定要等于事先所测量的制动器一侧的间隙。
⑥加到螺丝1上的垫片厚度肯定要从螺丝3上去掉。
⑦重新上紧全部螺丝1,并检查两个间隙。如上面所提到的,肯定不要把中心盘先预载荷到制动磁铁上,因为它可能严峻损坏慢速电动机装置的运转。
(三)皮带的更换和张力调节
1.齿形带
如果需要更换齿形带时,需对齿形带轮进行清理和检查。
(1)去掉旧皮带,用金属刷清洁皮带齿轮,注意不要擦坏齿形。
(2)用干布擦掉上面的油污,不要用溶剂。
(3)检查齿形带轮,涨紧轮和其发蓝盘的情况,如有损坏需更换。
(4)安装皮带,并按要求涨紧。
2.多臂或凸轮开口机构驱动齿形带的张力调节
(1)主轴和DA40自动寻纬之间的齿形带,其型号为770XH150。在利用两侧涨紧轮涨紧时,要做到用4.1kg力压下皮带9.3mm。
(2)DA40自动寻纬装置和凸轮开口机构输入轴之间的齿形带,其型号为390H200。在利用皮带上面涨紧轮涨紧时,要做到用5.6kg力压下皮带4.5mm。
3.“V”形带
主电动机和离合器输入轴之间的传动皮带为“3V—560”窄三角带,“V”形带是靠皮带轮的摩擦传送动力的,过大的动力会损坏皮带、电动机轴承和离合器,因此精确的张力是特别重要的。“3V—560”皮带在涨紧时,要在两根皮带中间位置加上3kg的压力,使皮带下弯7mm。此时皮带张力为佳。
(四)织机的清洁
定期清洁织机的织造区域是特别必要的。如果不定期清洁,使积尘过多,在织机休闲过程中,有可能损坏织口部位的零件。
为了幸免出现这种情况,每当更换织轴的时候要彻底清洁织口部位,用压缩空气从中间往织机的两侧吹。
在对织机织口清洁的过程中,对其他部件也应作必要的清洁,如总的机体、储纬器、吸尘过滤器、综丝、综框、经停装置、后梁、多臂连杆等。
(五)保养计划
以下计划是以每周120个工作小时(5天)为基础设定的。
1.每日保养工作
(1)泵压油脂:压1~2下。
(2)电动机风扇防护盖清洁。
(3)吸尘电动机风扇防护盖清洁。
(4)吸尘机滤网清洁。
(5)废边收集箱清洁。
(6)检查多臂润滑油或凸轮开口箱内润滑油。
2.每两周保养
(1)剑头和剑带:和经纱的接触面用800号砂纸打完。
(2)检查夹纱器底板的磨损情况。
(3)剑头弹簧片接触面之间、螺丝和夹纱杆之间抹上薄薄的油脂。
(4)加机油:各项加油。
(5)左剑头夹纱器滑块:对正和磨损检查。
(6)右剑头夹纱器滑块:对正和磨损检查。
(7)人工加油。
3.每月保养
(1)综框侧导板:润滑。
(2)检查驱动箱,如伞齿轮箱、送经传动、卷取摇盘等油位。
(3)选纬器:清洁面板和线路。
(4)开口装置的保养,参照各制造商保养手册。
(5)选纬器驱动齿轮:检查间隙并上油。
(6)右废边装置的传动部分:是否流畅,开口时间是否正确,综丝是否磨损,检查齿轮的间隙。
4.45天周期保养(约上新织轴时)
(1)连杆润滑。
(2)检查梭道绿色绒布是否磨损。
(3)剑带导钩:检查是否磨损。
(4)侧导轨:被纱玷污的侧导轨拆下清洁。
(5)边剪:检查剪纱情况。
(6)自动寻断纬装置:加润滑油。
(7)剑带和剑头:将整条剑带的锐角打圆,有损部分也打圆:检查全部的塑胶和金属的表面,不能有刮纱现象:检查剑头夹纱力:从纬纱托架取纱,再检查左右剑头交换纬纱的情况,及右剑头的夹纱握持力,全部的弹簧轻轻抹上油脂。
(8)边撑:检查针及环的转动是否正常。
5.3个月保养周期
(1)离合器刹车:检查间隙。
(2)机械多臂:检查纹板带动齿的磨损情况。
(3)密纬装置的离合器和刹车:检查间隙并清洁零件。
6.6个月保养周期
(1)电动机“V”皮带:检查磨损和张力。
(2)送经皮带:检查磨损和张力及清洁。
(3)选纬器的驱动皮带:检查磨损和张力及清洁。
(4)卷取摇盘:检查外部齿轮的状况。
(5)布匹卷取:检查卷取罗拉的表面状况。
(6)卷布辊传动链条:检查张力及加油。
(7)废边输送装置:滚筒检查。
(8)剑带驱动齿形轮:检查齿的磨损情况。
7.一年保养周期
(1)提花机驱动箱万向接头:换油。
(2)伞形齿轮箱:换油。
(3)卷布辊传动离合器:衬套状况。
(4)送经:检查游动锥形轮移动是否顺畅。
(5)纬密调节器:换油。
(6)开口凸轮箱:换油。
(7)主电动机:给轴承加润滑油,然后开动电动机,检查轴承的噪声情况。若噪声太大,应予更换。
8.两年保养周期
(1)送经蜗轮箱:换油。
(2)卷取蜗轮、蜗杆箱:换油。
AAAFGBHGYUTKU 版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 生产效率分析——影响生产效率的因素分析
- 下一篇: GTM型剑杆织机的使用和保养

