





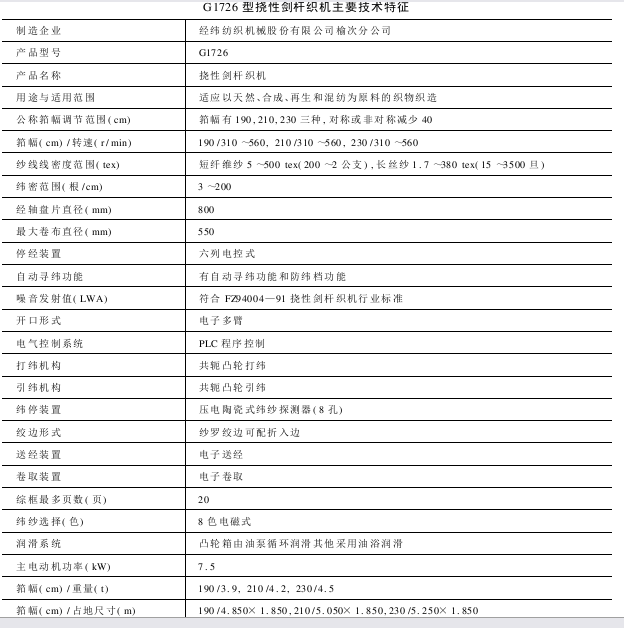
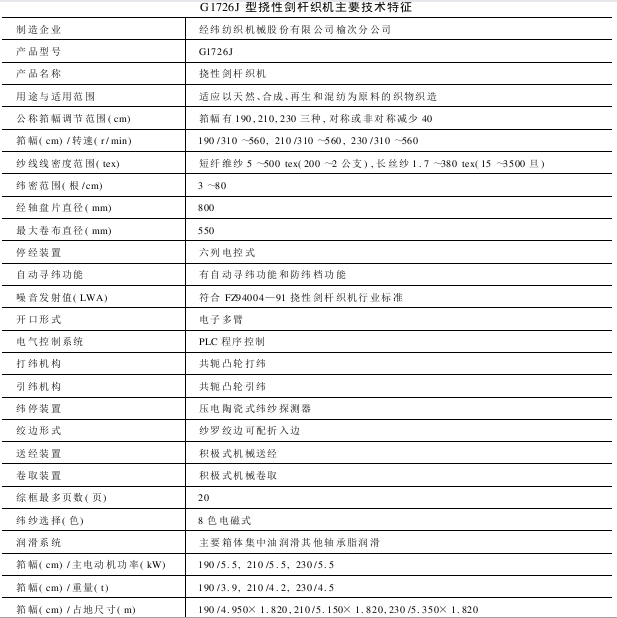
G1726型挠性剑杆织机是经纬纺织机械股份有限公司榆次分公司根据国情,自主开发的一种高档剑杆织机,其主要技术性能具有比较先进的水平。G1726J型挠性剑杆织机是在G1726型基础上开发的具有高速、广泛适应性、价格较低的一种新型剑杆织机。
适织品种 该机可以织造棉、毛、麻丝等天然纤维织物,也可织造粘胶纤维、合成纤维织物及天然纤维和化纤混纺织物。该机可织造轻薄、中、厚及重厚织物。
机架 该机采用加强的铸件墙板,厚度为80mm。主梁和圆梁的截面尺寸大,机架的稳定性高。走剑板的高度离地降到943mm,织机的重心降低。打纬动程短,打纬力大,即使非常厚重的织物也能满足织造。
开口机构 采用Staübli2650型或GT405Ⅱ型旋转式电子多臂,综框大页数为20页,左侧下置式。
引纬机构 采用共轭凸轮传动,织造幅宽改变时调整非常简单,只需将剑头移到梭口外侧。
可以减少剑头的无效动程。由于车速的提高,适当放慢其钳纬时的运动速度,当剑头进入梭道后速度再增加。加大传剑轮尺寸,剑带与传剑轮的包围角加大到180度,延长剑带寿命。剑头、剑带高质小型化。剑头和剑带由两排标准导剑钩导引或由浮动导钩(GFG)导引,两种形式能够互换。
打纬机构 采用共轭凸轮打纬,优化的打纬轴托架结构及打纬轴的位置,使打纬机构在打纬时各构件减少变形,刚性强,打纬动程减少,减少了钢筘与经纱的摩擦。
送经机构
G1726型剑杆织机的送经机构采用电子送经,由固定后梁和活动后梁组成,后者用来感应经纱张力。传感器将感应到的经纱张力信号连续地传送给控制马达驱动系统,这个信号与实际的经纱张力成正比,电动机的转速与这信号成正比,使经纱张力始终稳定,经纱张力的参数可以进行预调,要求经纱张力无论在织造过程中还是在停机时都能进行调整,在停车时经纱张力能够自动补偿,重新启动时能立即恢复到预调的张力值。
G1726J型织机的送经机构与G1724型相同。
卷取机构 G1726型剑杆织机采用电子卷取,纬密范围为5~200纬/cm,纬密的任何变化,可以通过外部的预选参数使织机显示出相关的纬密信息。为了适应厚重织物的要求,卷取辊和压布辊的直径都有所增大,以增大卷取的刚度。
G1726J型织机采用机械卷取机构,其润滑为油浴式。
电子送经与电子卷取采用同步电子连接器,保证织机在运转中具有精确的纬密和设定的经纱张力,大程度地避免了产生开车痕的可能性,从而获得高质量的织物。
纬纱供给方式 使用独立的电子储纬器,实现纬纱筒子的连续退绕。
纬纱选色装置 采用PLC可编程控制器控制的电磁式选色装置,可配8色。
自动寻纬方式 有自动寻纬功能和防纬档功能,多臂机或凸轮开口机构自动倒转圈数根据需要设定。
断纬自停方式 采用压电陶瓷电子传感技术。
断经自停方式 六列停经架,接触式断经自停。
布边装置 采用纱罗绞边装置,根据用户需要还可配折入边、热熔边或边字提花机。
启动制动装置 电动机通过电磁离合器和制动器来传动织机,它具有迅速启动、制动的特点。
润滑方式 用于驱动剑杆和钢筘的两侧凸轮箱采用喷淋润滑,通过油泵自动循环,油路中的过滤器保持了润滑油的清洁,有效地延长了油的使用时间,整个润滑系统的工作情况由PLC进行控制,采用多喷孔定位喷淋,使润滑充分有效,其他所有主要机构均被分别封装在油浴箱里,因此简化了织机的维护保养,节省了维护保养费用。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。

