





为了提高轧液均匀度,各国印染机械制造厂家都致力于研制新型轧辊,特别是德国和日本,在这方面已取得了很大的进展。

图3-23所示的是德国Artos公司研制的Artos轧辊。其下轧辊是一般轧辊,上轧辊即所谓Artos辊,是一种两端加压的中固轧辊。在中固轧辊的辊体和辊轴两端,设置了8个加压点。通过调节这8个压力参数,来调节轧辊的压力和挠度,能达到提高轧液均匀度的效果。这种轧辊在宽幅轧车上使用效果也较好。但其结构复杂,操作和维修都比较麻烦。
图3-24所示的P.F.轧辊,是由日本制造的。上、下轧辊为同一结构。一对中固轧辊,在加压后弯曲变形,形成线压力中间大、两端小的状况,如图3-24(a)所示。在辊体两端内侧各装一套附加加压装置,如图3-24(b)所示。它由安装在辊体两端内孔中的锥形套筒和可在辊轴上沿轴向滑移的锥形块组成。从辊轴轴头中心孔通入的压缩空气,能使锥形推块沿轴向向辊体内移动。其锥形面压向锥形套的内侧面产生一横向的附加压力,改变了辊体端部的变形。调节压缩空气的压力,就可调节横向矫正变形的附加压力,和轧压压力相适应。锥形推块和套筒的锥度不能大,否则,横向矫正就小;但也不能太小,因要产生自锁,一般取10°左右。
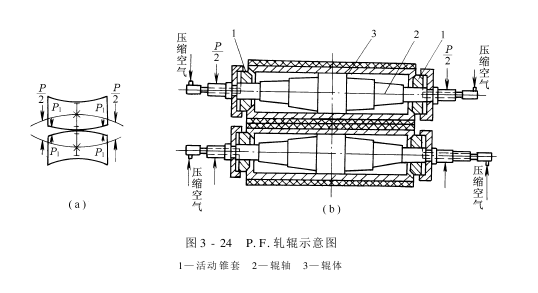
其实,这种轧辊的基本原理和Artos轧辊相似,都是通过加在辊体两端的反向力矩来平衡轧辊两端工作压力产生的弯矩,减小轧辊的变形。但P.F.轧辊的结构简单,操作和维修也方便。
从理论上说,这两种轧辊并没有从根本上解决轧液均匀度的问题,只是有所改善而已。但从实际效果看,基本上能满足目前工艺要求。
德国Küsters公司根据增加支点的原理,于1955年研制出世界上台均匀轧车。此种轧车获得了相当的轧液均匀度,被公认为是理想的上色轧车。
一般轧车轧辊的辊体外壁,受一均匀分布载荷,支点在辊轴两端,因此产生了肯定的挠度。
如果辊轴的支点增多,挠度必将减小;当支点增加至无穷多时,挠度将变为零。根据这种构思,在辊体内腔通入具有肯定压力的液体或气体,对辊体内壁形成和外壁载荷相平衡的均布力(好似无穷个支点),辊体的挠度就变为零。
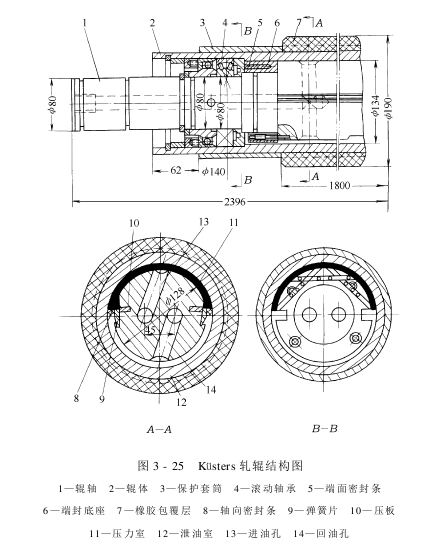
图3-25是德国Küsters轧辊的结构图。辊体安装在轴承上,绕固定不动的辊轴转动。辊轴和辊体之间的空腔,由端面密封条和轴向密封条分隔为两室。在轧点一侧的半环形空腔,称为压力室;在轧点另一侧的半环形空腔,称为泄油室。压力油由轴端上的进油孔进入压力室。泄漏入泄油室的油则经轴上的回油孔流回油箱。
设辊体内径为d,工作幅度为l,进入压力室的油的压力为p,则辊体内壁承受的总压力为:

即这种轧辊的线压力,只和辊体内径和压力室油压相关,而和工作幅度无关。这为设计各种阔幅和特阔幅轧车提供了新的理论依据。
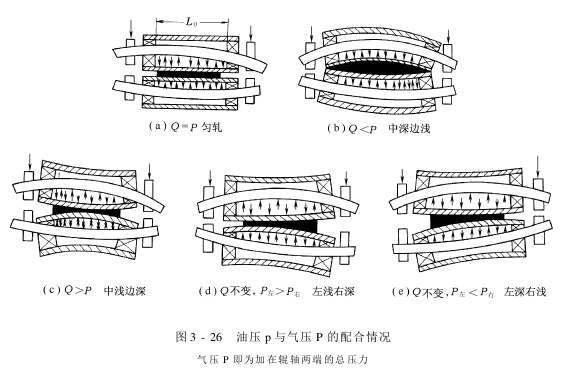
Küsters轧辊不仅能产生很好的匀轧效果,而且,通过调节内腔油压力p,可使辊体内壁承受的总压力改变,取得各种不匀轧效果,以适应各种非常工艺的要求,如图3-26所示。
Küsters轧车的使用和保养要比一般轧车复杂,必须注意以下几点:
(1)液压系统和气压系统在开车时是联锁的。在外接电动机线路时,应将操纵箱内的压力继电器按联锁要求连接。
(2)空车运转并需加压时,应在轧辊间冲水,以防产生干摩擦和发热。
(3)液压油要选择适当。通常,冬季用70号机油,夏季用90号机油,并用水循环冷却。
(4)内外压力应有肯定范围,不能相差过大。
Küsters轧辊的研制成功,是轧辊制造史上的一次重大突破。目前,它不仅应用于轧染,而且大量应用于后整理和高效轧车。
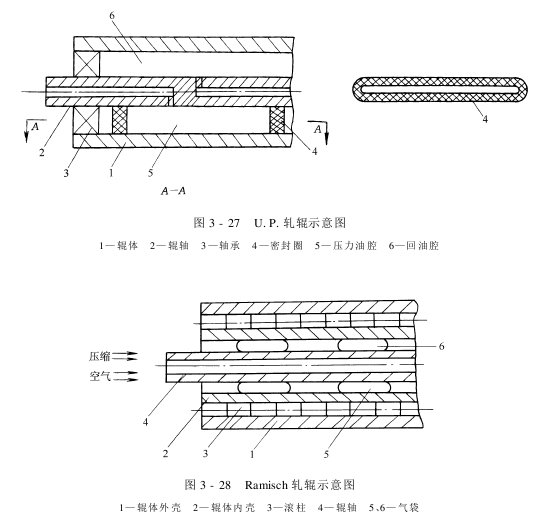
日本参照德国Küsters轧辊的原理,研制了一种类似的均匀轧辊———U.P.轧辊,如图3-27所示。这种轧辊的密封件为一长圆形密封圈,结构简单,制造方便。但是,由于压力室缩小,在相同的工作条件下,U.P.轧辊的压力比Küsters轧辊大3倍左右,严峻减少了密封件的使用寿命。
液压均匀轧辊的密封总是相对的,而泄漏则是绝对的。随着工作时间的加长,泄漏的情况会不断加重。总的泄漏量小于油泵供油量的70%,轧辊尚能正常工作。但是,如超过此数,则必须予以修理。
德国Ramisch公司创造了一种气袋式均匀轧辊,如图3-28所示。这种轧辊既解决了液压均匀轧辊因漏油而引起的沾污问题,又在某种程度上克服了液压轧辊密封困难的问题。这种轧辊的辊体,由两层可相对转动的钢筒构成,其间装着多列滚柱,整个辊体好似一个粗而长的轴承,内层固定不动地装在辊轴上,外层可以自由转动。在内层和辊轴之间的空腔里,安装了8个气袋,分布在辊轴的两侧,其中6个在受压侧,2个在对面一侧。这些气袋通过管道、气阀,直接和气泵相连。只要操作气阀,就可调节各气袋的压力,使之和轧辊两端的轧压压力相协调,从而取得匀轧效果。其它,通过各气袋压力和轧压压力的不同组合,还可获得不同的轧液效果。
因此,这种轧辊的灵敏性很大,操作也方便,非常是密封性好,无沾污。但其内外壳层的制造工艺要求比较高,轧车的价格也较高。
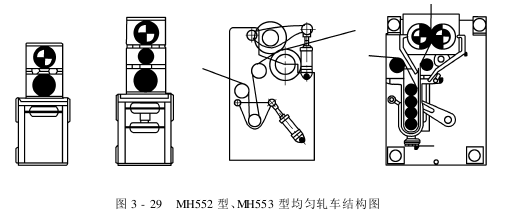
国内生产的MH552型、MH553型均匀轧车如图3-29所示。该机由左右墙板、掌管、轧辊、操纵箱、气袋、气缸等组成。墙板材料是铸铁,轧辊的特点是外壳转动而芯轴固定不转,要求在径向及两端轴向有良好的密封性能。轧辊材料为无缝钢管外包丁氰橡胶,轧辊外径为190mm,轧槽采纳气缸通过杠杆可升降。轧槽液面操纵应用吹气式自控装置。轧槽内站式排列丁氰胶棍四根,使织物在轧槽内获得多浸多轧效果。

版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 浸轧机的选择使用及保养——选择平幅浸轧机的般要求
- 下一篇: 轧液机——提高轧液均匀度的方法

