





直辊整纬器可分为单辊式和多辊式两类。多辊式整纬器又可分为卧式和站式两种。
1.单辊直辊式整纬器
图2-24所示是单辊直辊式整纬器的示意图,它由三只被动导布辊和一套丝杠升降装置组成。前后两辊的轴承固定在机架上,由于中辊两端的轴承是双列向心球面球轴承,轴承座和丝杆螺母相连接,当借助手轮使丝杆转动时,能在肯定范围内调节轴线的位置,使该辊轴线可以发生上下偏移。
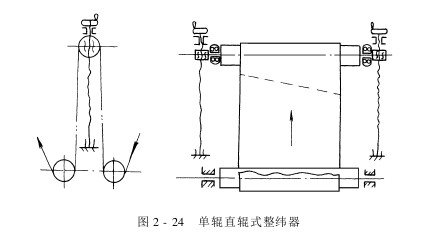
当发觉织物纬纱向左后直线歪斜时(面对进布方向看),转动左端丝杠,使中辊(即整纬辊)的左端下降;或转动右端丝杠,使整纬辊右端升高。这样,纬纱的滞后部分放松或超前部分被拉紧,使纬斜得到改正。
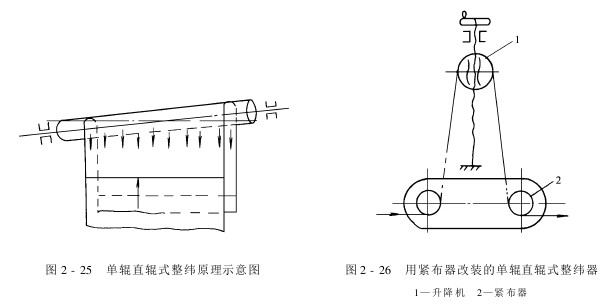
认真分析织物在全幅内经向张力的变化情况,可以进一步了解整纬的物理过程。当整纬辊水平放置时,即和织物纬向平行,经向张力在织物全幅内的分布是均匀的,各经纱的相对运行速度也一致;当整纬辊出现歪斜,如右端高于左端时,织物的经向张力就产生了从右至左的递减,如图2-25所示。织物和辊面的摩擦阻力也发生同样的递减。于是,织物经纱的运行速度发生从右至左递增,即整纬辊左端的经纱速度大,右端的速度小。和经纱相交的纬纱也就出现右端变慢、左端加快的现象。这样,左后直线型纬斜就得到了改正。图2-26是利用紧布器改装的一种单辊直辊式整纬器。它结构简单,效果颇佳,但只能调整3°以内的直线纬斜。
2.四辊整纬器
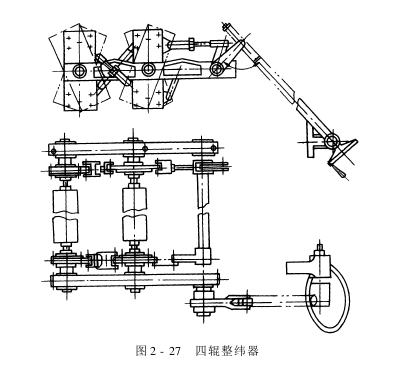
图2-27所示的四辊整纬器是目前国内使用较为普遍的一种。它主要由四根整纬辊和调节机构组成。各整纬辊之间分别依靠双列向心球面球轴承和两组连杆相连。
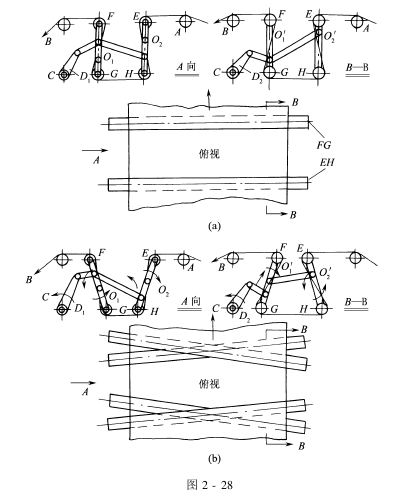
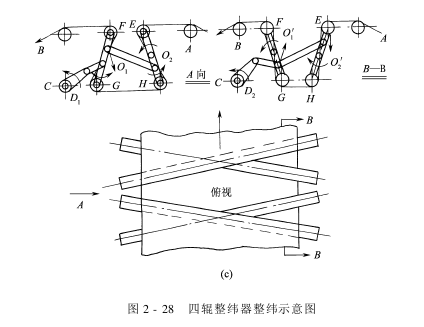
如果织物正常运行,则各整纬辊相互平行,织物左右边部在被动导布辊A和B之间的穿行长度相等,如图2-28(a)所示。在织物全幅内的经向张力大小一致。各经纱相对运行速度相等,亦即运行中的经纱各段无相对“超前”或“滞后”的现象。
当发觉纬纱向左后歪斜时,旋动手轮,使丝杆转动,带动连杆D1 、D2 分别绕O1 、O′1 点按B点方向回转肯定角度。四根整纬辊左右两端按图2-28(b)所示方向的变化而不再平行。织物在辊A和辊B之间的穿行长度是左边缩短,右边伸长。运行织物全幅内的经向张力出现从织物中心线向左递减而向右递增的变化(设织物中心线和整纬辊中心线重合),摩擦力向左递减,从而引起织物中各经纱的线速度也产生向左递增、向右递减的变化。这样,左后直线形纬斜的纬纱,在运行中逐渐恢复到正常位置。图2-28(c)所示为右后直线型纬斜整纬的情况。
由于整纬辊数量的增加,并在调整时使整纬辊两端同时做相反方向休闲,大大增加了织物两边经纱张力的差距。所以,四辊整纬的整纬效果比单辊的好。通常,这种整纬器能调整±(100~150)mm的直线形纬斜。
为了减少操作整纬装置的劳动强度,近年来,有改用电动机来传动丝杆的,并装有指示标志,预防操作时电动机转过头。
整纬器在安装时应注意保持各辊之间和设备处于平直状态,应保证和织物接触部分平直、完洁无毛刺。要注意轴承润滑,使之转动灵敏;使用时应保持各转动部分的润滑,发觉尘埃及纤维堆积应及时清除。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 线速度调器——张力式线速度调器
- 下一篇: 整纬器——光电整纬器

