





细纱的目的和任务
细纱是纺纱的后一道工序,细纱工序的目的是将粗纱加工成肯定线密度且符合质量标准或用户要求的细纱。为此细纱工序要尽成以下任务。
(1)牵伸:将细纱均匀地抽长拉细到所需要的线密度。
(2)加捻:给牵伸后的须条加上适当的捻度,给予成纱肯定的强度、弹性与光泽等物理机械性能。
(3)卷绕成形:将细纱按肯定要求卷绕成形,便于运输、储存与后道加工。
细纱的工作过程
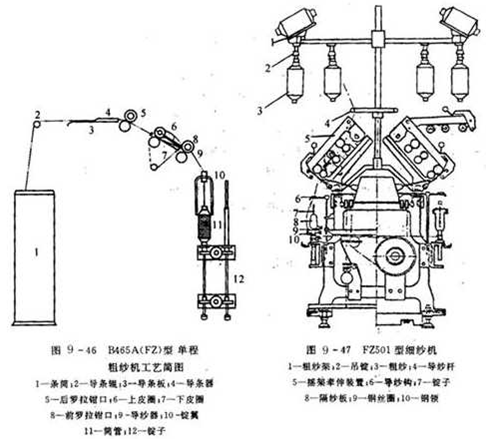
细纱机由喂入、牵伸与加捻卷绕及成形四部分组成。粗纱从粗纱架吊锭上的粗纱管上退绕下来,经过导纱杆及缓慢往复休闲的横动导纱喇叭口,喂入牵伸装置进行牵伸。牵伸后的须条由前罗拉输出进行加捻,并通过导纱钩穿过套在钢领上的钢丝圈,卷绕到紧套在锭子上的铜管上。锭子高速归转,通过有肯定张力的纱条带动钢丝圈在钢领上高速归转,钢丝圈每一归转就给牵伸后的须条加上一个捻归。由于钢丝圈的速度落后于纱管的归转速度,因而使前罗拉延续输出的纱条卷绕到纱管上。钢丝圈和纱管的转速差,就是纱管单位时间内的卷绕圈数。依靠成形机构的操纵,钢领板按肯定规律升降,使纱条绕成等螺距圆锥形的管纱。
细纱的牵伸和加捻卷绕
细纱由于喂入与输出的定量轻、纤维少,所以在牵伸时主要采取双胶圈牵伸形式,以便更好地操纵纤维休闲,减少牵伸后的条干恶化。
环锭细纱机的加捻与卷绕是同时尽成的,其加捻卷绕部分包含导纱钩、锭子、筒管、钢领、钢丝圈、钢领板、气圈环等。
要获得具有肯定强力、弹性、伸长、光泽、手感等物理机械性能的细纱,必须通过加捻改变须条内纤维的罗列状态来实现。
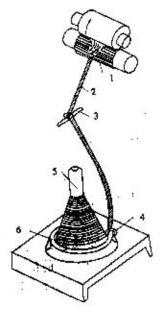
前罗拉1输出的纱条2经导纱钩3,穿过钢领6上的钢丝圈4,绕到紧套于锭子的筒管5上。锭子归转时,借助纱条张力的牵动,使钢丝圈沿钢领归转,且钢丝圈带动纱条沿钢领归转一圈纱条就获得一个捻归。同时,因摩擦阻力等作用,钢丝圈归转总滞后于筒管转速,它和筒管的转速差使纱条卷绕到筒管上。
钢丝圈在钢领上的归转一方面实现了对细纱的加捻,另一方面随着钢领板的升降尽成了具有肯定成形要求的卷绕。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。

