





粗纱的目的和任务
由熟条纺成细纱需150~400倍的牵伸。目前大部分细纱机还没有这样的牵伸能力,因此在并条工序和细纱工序之间设置粗纱工序来承担纺纱中的一部分牵伸负担。粗纱工序的任务如下:
(1)牵伸:将熟条抽长拉细,施以5~12倍的牵伸,使之适应细纱机的牵伸能力,并进一步改善纤维的平行伸直度和分别度。
(2)加捻:将牵伸后的须条加上适当的捻度,使之具有肯定的强力,以承受粗纱卷绕与在细纱机上退绕时的张力,预防意外牵伸。
(3)卷绕和成形:将加捻后的粗纱卷绕在筒管上,制成肯定形状与大小的卷装,便于搬运、储存,并适应细纱机的喂入。
粗纱的工艺过程
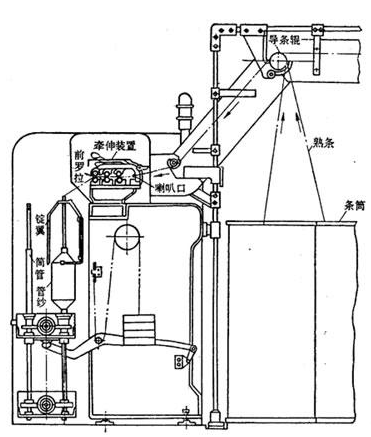
熟条从机后条筒引出,经导条辊与喇叭口喂入牵伸装置,熟条被牵伸成规定线密度的须条,然后由前罗拉输出,经锭翼加捻成粗纱,粗纱穿过锭翼的顶孔与侧孔,进入锭翼导纱臂,然后从导纱臂下端引出,在压掌曲臂上绕几圈,再引向压掌叶绕到筒管上。
为了将粗纱有规律地卷绕在筒管上,筒管一方面随锭翼归转,另一方面又随着龙筋做升降休闲,终将粗纱以螺旋线状绕在纱管表面。随着纱管卷绕半径的逐渐增大,筒管的转速与龙筋的升降速度必须逐层递减。为了获得两端呈截头圆锥形、中间为圆柱体的卷装外形,龙筋的升降动程必须逐层缩短。
加捻
加捻的对象是蓬松的纤维须条或纤维集合体以及单纱、单丝的集合体。加捻的目的是给这些纤维须条或纤维集合体的总体或局部加以适量的捻度使之成纱或把纱、丝捻合成股线、缆线。加捻有时还用在须条加工过程中的某一时偶尔某一区域,使其获得临时捻度,以援助工艺过程的进行。
传统的加捻概念是须条一端被握持、另一端绕自身轴线归转,即形成了捻归,在近现代纺纱技术中,浮现了众多的新型纺纱,随着纺纱实践的进展,需对加捻的实质给以广泛的定义,即凡是在纺纱过程中,纱条(须条、纺纱线、丝)绕其轴线加以扭动、搓动、缠绕、交结,使纱条获得捻归、包缠、交缠、网络等都称为加捻。 纺纱之粗纱
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。

