





一、纺纱线加工的基本原理
短纤纱的加工
纤维开松(除杂与混合)—梳理成网—成条—并条混合—牵伸加捻—成纱—卷装成形
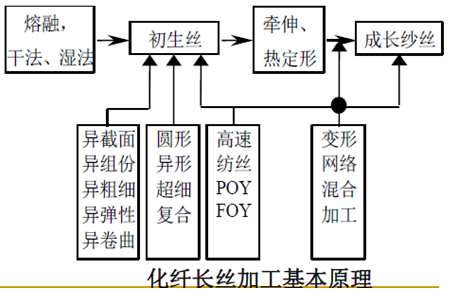
长丝纱的加工
线绳的加工
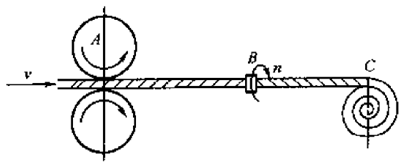
线的成形:将纱或丝、或纱—丝经加捻组合在一起,基本过程为:张力预控—并合—加捻—卷装。
绳为纺织工业的特殊品种,由多股纱或线捻合而成。
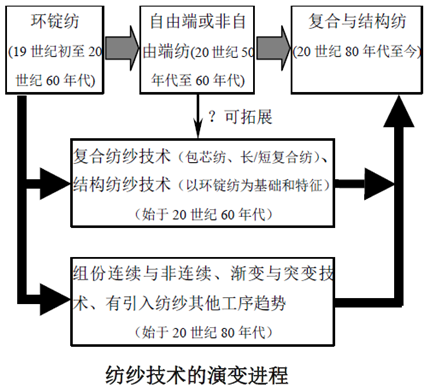
二、纺纱线加工的发展
1、纱加工技术的进展
(1)自由端纺纱
把纤维分别为单根并使其凝结,在一端非机械握持状态下加捻成纱。
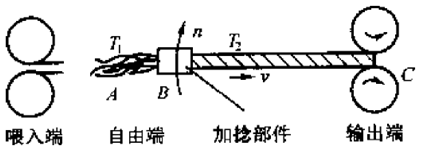
①转杯纱(或气流纺)
利用转杯内负压气流输赠纤维与转杯的高速归转凝结纤维并加捻制成的纱。适纺18-100tex的纯棉花纱线,及毛纱、麻纱或和化学纤维的混纺化纤织物纱。
②静电纱
利用高压静电场使纤维极化,凝结成须条,由高速运转的空心管加捻制成。
③涡流纱
利用涡流的旋转气流对须条加捻制成的纱。适纺60-100tex化学纤维纱或混纺化纤织物纱,多用作起绒纱
④摩擦纺纱
利用尘笼内的负压气流吸附纤维与尘笼归转对须条摩擦加捻成纱。广泛用于地毯、衬布与粗厚装饰布料。
(2)自捻纱
利用搓辊的往复休闲对两根须条实施同向加捻,靠须条自身的退捻力矩相互反卷在一起,形成一个双股的稳定结构的纱,属非自由端纺纱。
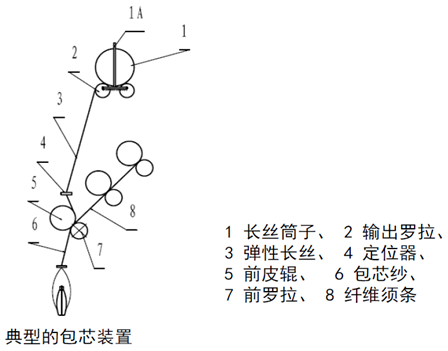
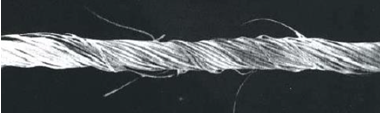
(3)包芯纱
以长丝为芯,短纤维为皮的包缠结构的纱,属贴合纱。可在环锭纺纱机或捻线机,转杯纺,涡流纺,尘笼纺,自捻纺上实现。
(4)喷气纱
利用喷嘴内的旋转气流对须条假捻,靠头端自由纤维包缠无捻短纤维纱芯成纱。强力比环锭纱低,直径略粗,外包纤维有明显的方向性。
(5)无捻纱与粘合纱
利用熔融状态的高聚物或粘附有熔融性树脂的长丝与短纤维一起通过一对罗拉,短纤维包在高聚物丝条外面,在半熔融状态,用气流进行加捻,冷却后得到纱。
短纤维的粘合纱为无捻纱。
(6)新型贴合结构纱
主要指在环锭纺纱机上通过短/短、短/长纤维加捻成的层压纱与通过单须条分束或须条集聚方式得到的纱。
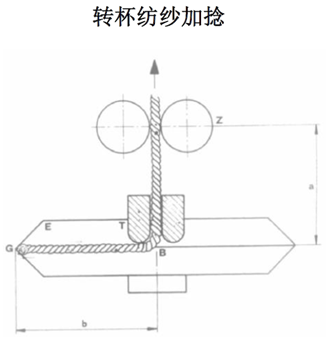
①赛络纺(sirospun)
原理:将2根粗纱以肯定间距平行引入细纱机牵伸区内,同时牵伸,并在集束三角区内汇集加捻形成单纱,须条与纱均有同向捻度。
特征:有线的特征,表面较光洁、毛羽少、内松外紧,弹性好、耐磨性高。
②赛络菲尔纱(sirofilyarn)
原理:由一根经牵伸后的须条和一根不经牵伸但具有肯定张力的复丝在加捻三角区贴合加捻形成的贴合纱。
特征:外形似单纱,结构似线,表面毛羽较环锭纱少,截面近似圆形。
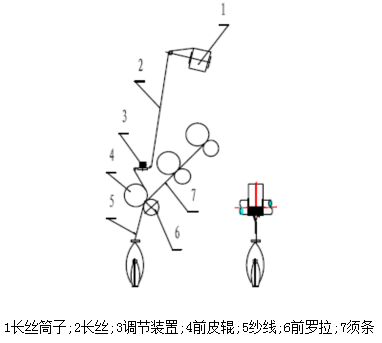
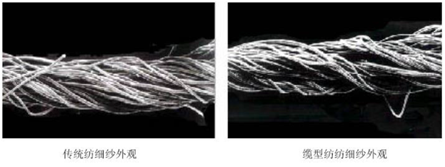
③分束纺(solospun)或缆型纺
原理:通过沟槽、前罗拉,将纤维须条分劈成3~5小束,从而使纺纱的加捻与转移机理发生变幻。分开的纤维小束在汇聚前可能被加捻并在汇聚处再次捻合。
特征:毛羽较少、表面光洁,强力高、耐磨性较好。
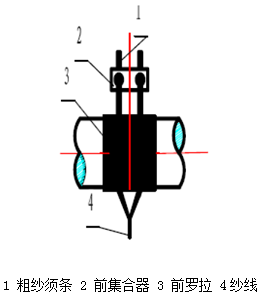
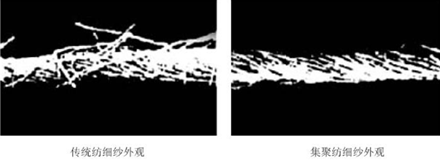
④集聚纺纱(compactyarn)

在环锭细纱机的前罗拉输出须条处加装一对集聚罗拉,其中,下罗拉有吸风集聚作用,使须条在气动集束区集束,须条较密切地罗列,可减小传统加捻三角区须条的宽度,有利于将须条中的纤维可靠地捻卷到纱条中,从而减少毛羽。
2.丝加工的进展
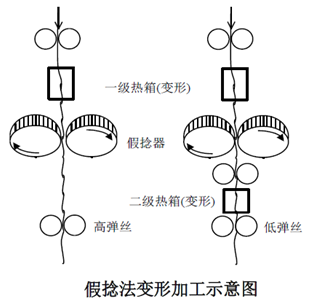
(1)变形加工
①热(机械)变形法:代表为假捻变形法
②空气变形法:
空气变形纱:将稍有捻度的长丝束超喂赠入高压喷气头,由于射流的冲击,丝束中纤维紊乱生成大小不同的环圈,被丝束捻归夹持于丝束中成纱。
网络丝:丝束在垂直气流撞击下,分散成单丝,按肯定间距交络缠结,形成较为松散的丝。
③组合纱法
将两种不同收缩率的纤维纺成纺纱线,放在蒸汽或热空气或沸水中,高收缩率纤维遇热收缩,将低收缩率纤维拉弯,整个纺纱线成松散状,如聚丙烯腈纤维膨体纱。
(2)丝的改性加工
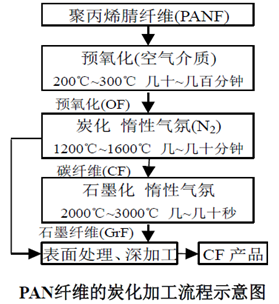
包含丝的表面改性,浸渍、镀覆、PU涂层处理与分裂、剥离处理,以及氧化、炭化处理。
3.线加工的进展
线本身就是一个多轴系的贴合体,因此线的加工进展集中体现在外观和性能的变幻、给予功能性以及向面料和成品靠拢。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 纱线篇(八):纱线的结构
- 下一篇: 解开竹纤维纺织品的各种功能噱头宣传

