





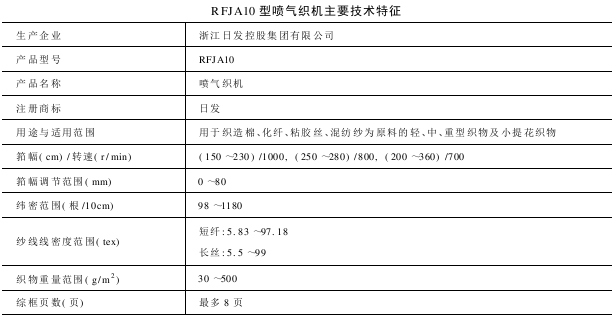
RFJA10型喷气织机是浙江日发控股集团有限公司自主开发的新型喷气织机,其设计出发点是给客户提供性能优良价格适中的织机。该织机立足于满足客户以低成本织出高质量织物的要求,符合客户投资收益大化,是客户在日益激烈的市场竞争中取胜的可靠保证。
主要结构 ①坚固的机架结构 采用强韧的两侧箱型墙板和扎实的横梁组合成紧固的机架,并增加了机架中间支撑,抗震性和可靠性好,确保了织机超高速化、宽幅化和低噪音。
②优化设计的打纬机构 利用计算机优化设计的四连杆打纬机构,打纬动程短、振动小、对应的引纬时间长,在超高速运转时,能进行强有力的稳定打纬,织造出高质量的织物产品。
窄幅机采用了高速适应性优良的四连杆打纬,宽幅机采用了引纬时间卓有余地的六连杆打纬,从而实现超高速运转时的稳定引纬。
另外,摇轴的中间支撑结构,提高了打纬机构的刚性,在超高速运转时,为准确有力地打纬提供了保证。
③动力 超起动电动机 采用当今先进的超启动电动机,在织机起动时可以产生高输出转矩,以提高纬的打纬力,同时,采用了大力矩的电磁刹车,提高了制动力,从而防止停车档的产生,提高了织物的产品质量。
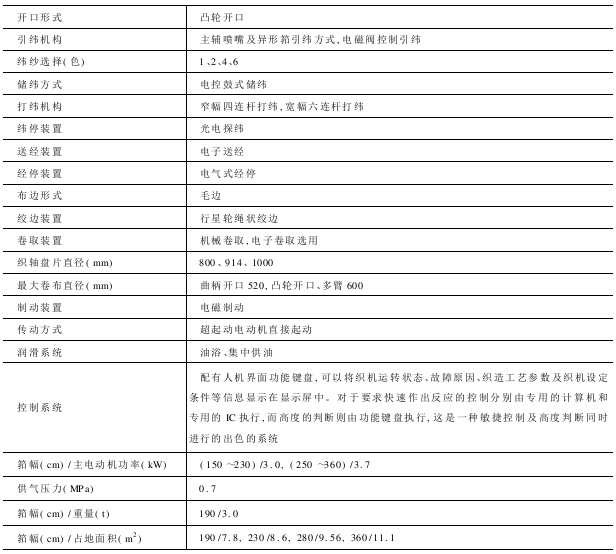
开口装置 ①消极式凸轮开口装置:多8页综框消极式凸轮开口装置采用适应超高速运转的消极式凸轮机构,设计了良好的经纱开口,适合织机高速运转,同时更换凸轮方便。适合织造平纹、斜纹和缎纹等织物。
②曲柄开口装置:4页综框(选配) 适合织造高质量的平纹织物。
③积极式凸轮开口装置:多8页综框(选配) 适合织造平纹、斜纹和缎纹等织物,积极式凸轮更适用于重型、宽幅织机。
④多臂开口装置:多16页综框(选配) 适合织造多品种的平纹、斜纹、缎纹和小提花等高附加值的织物。
⑤提花开口装置(选配) 适合织造提花织物。
引纬装置 采用主喷嘴+辅助喷嘴+异形筘配合的引纬方式,由CPU对高频电磁阀发出开、关指令,实现对喷嘴的喷射定时控制,从而在高速运转时,喷射得均匀、有力。
在超高速运转或宽幅织造时,可选用与主喷嘴联动的标准型辅助主喷嘴,将纬纱用较低气压进行加速,可防止对纬纱的损伤,进行断纬少的稳定运转。
探纬器采用双探头方式,除了探知通常的短纬或弯纬外,还可探知纬纱被吹断或长纬的现象,做到万无一失。探头耐污性强,探测稳定可靠。
电子送经装置 通过张力传感器检测经纱总张力,由CPU处理由于开口或松经、送经、经轴的卷径变化而发生的经纱张力变化,指令伺服电动机传动经轴,从而在工作过程中保持均衡的张力,消除开车稀密档,保证织物均匀平整。
采用高刚性的机架、大直径的经轴齿轮和内装油浴式积极松经传动轴等,使织机更进一步实现了高速化,可以更加灵敏地适应高密织物的织造要求。
卷取装置 卷取采用机械式连续卷取和电子卷取两种形式。
①机械式连续卷取 机械卷取可以在开车状态下进行落布操作,卷取张力自动调整,始终保持织物的松紧度一致。
②电子卷取(选配) 电子卷取采用AC伺服电动机,通过计算机控制,使其和织机完全同步旋转,控制打纬的密度。打纬密度可在键盘上设定而不需要变换齿轮。
计算机控制系统
配有人机界面i键盘,可以将织机运转状态、故障原因、织造工艺参数及织机设定条件等信息显示在显示屏中。通过功能键方便地输入各种数据,还可通过记忆卡将各种设定参数长期保存或随时输入到其织机中。
对于要求快速作出反应的控制分别由专用的计算机和专用的IC执行,而高度的判断则由i键盘执行。这是一种敏捷的控制与高度的判断同时进行的出色系统。
上置式边撑装置 在织口附近配置导纱杆,在两侧配置上置式环形边撑,可使所有短纤织物的织口稳定,提高织物质量。另外,导纱杆的下部由于可以自由设定辅助喷嘴的配置,因此,进一步扩大了织造的范围。
润滑系统 主传动部位采用油浴润滑,一般部位采用集中供油系统对部件进行强制润滑,有效提高了部件的工作寿命。
型号示意:
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: YC型喷气织机
- 下一篇: MBR污水处理膜孔径大小均匀

