





A)抓棉机分类:
①按抓棉方式分:
a)上抓式:打手从棉包上面抓取棉块,国内机均属此型。
b)下抓式:棉包放在上面,抓取机件从棉包底部抓取棉块的方式。
②按抓棉小车运行方式分:
a)环行式:作环行运动,如FA002。
b)往复直行式:作往复直线运动,如FA006, FA009、A1/2等。
一、抓棉机机构和作用
(一)FA002型系列和FA003型圆盘式抓棉机
可加工棉、棉型化纤、中长化纤(76㎜以下)。主要由抓棉小车4、输棉管道5、地轨1、内墙板8、外墙板3等组成。

1、抓棉小车:由打手2(锯齿形刀片、隔盘、打手轴、端盘等组成)、肋条9组成,由支架联结沿地轨作顺时针方向运行,其运行与否受下一台光电管的控制。抓棉小车每运行一周下降3~6mm,抓棉小车运行时,肋条紧压在棉包上,抓棉打手齿尖伸出肋条逐包抓取棉块,靠下台机械上的凝棉器或风机产生的气流经输棉管道送至下台机台。当运转过程中遇打手绕花堵车时,装在机架上的速度继电器(离心开关)发出信号,打手和小车电动机立刻停转,待操作工人排除故障后重新启动。离心开关由打手皮带盘带动。打手转动时,拖动离心开关,若运行中打手因故(如打手绕花堵车)降速,离心开关触点分离,行车电机停止转动,打手定位,抓不到原料;若打手速度回升,离心开关闭合,行车电机启动,打手恢复抓取原料。
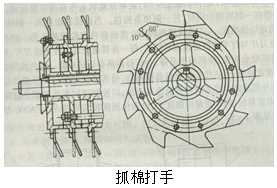
2、抓棉打手:由打手轴、隔盘(共31片)、锯齿形刀片、端盘等组成。
每片隔盘上的刀片齿数由内至外分三组:
里面一组(1~12片):每片有9个齿;
中间一组(13~20片):每片有12个齿;
外面一组(21~31片):每片有15个齿。
刀片齿数稀密配置的目的:减少抓棉时里外圈棉块的开松差异,从而提高开松的均匀性。
3、打手机架:由四根丝杆支承,外侧两根丝杠固定在打手机架上,螺母转动;内侧两根丝杆转动,螺母固定在打手机架上。当外侧两根丝杆中的螺母与内侧两根丝杠同步转动时,便带动打手作升降运动。抓棉小车回转一周,打手下降一次。小车升降的极限位置由限位行程开关控制。
4、墙板:外围墙板固定在地面上,开有进包门,主要是防止原料外散和塌包;内围墙板随抓棉小车一起回转。
5、FA002型可两台并联使用。其目的:
可增加混棉包数,使各种成分获得均匀混和,有助于提高混和质量;可使抓包机输出的棉块重量小而均匀。FA003型继承了FA002型的优点,增加了排包数,有利于进一步提高混和效果。
(二)FA006型、FA009型系列往复直行式抓棉机 reciprocated plucker
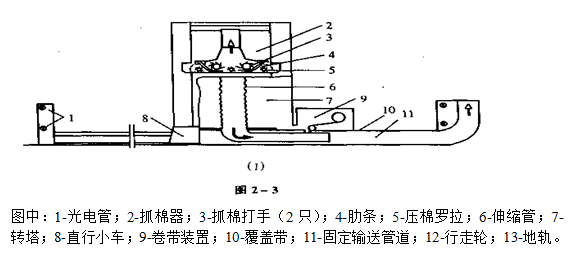
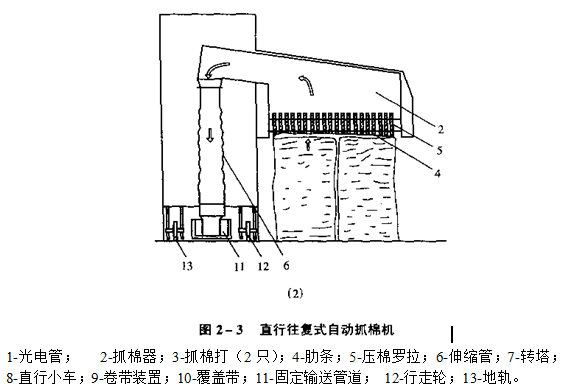
1、组成:主要由抓棉器2、直行小车8和转塔7等组成。工作特征:
抓棉器沿两条地轨13做往返直行运动。
抓棉打手3能在直行小车做往返双向行程时抓棉,也能在直行小车单向行程时抓棉。小车走到一端调向时,抓棉器即下降一个抓棉深度,下降量在2~10㎜可调。
棉包可铺放在地轨的两侧,每侧棉包可分成四组,组间约间隔1米。当一侧在进行抓棉时,另一侧面可铺放棉包。如将转塔相对于小车调转180°角,就可在新的一侧继续抓棉生产。
固定输送管道22位于两地轨之间,由钢板制成。为了适应小车行走输棉的需要,矩形管道的上边敞开采用一根平带覆盖。覆盖带10一端固定,另一端联结在小车卷绕轮上,随小车的移动做收放带的动作,使输送管道的长度随小车位置移动而变化。且新铺棉包的高度差异不超出300㎜时,抓棉机能自动将其拉平。
FA006型系列的产量在1200㎏/h以上,可根据开清棉生产线作自动调整。每侧可分2~4组,排列不同原料的棉包。工作时作自动分组抓取,FA006C型可实现一台抓棉机同时供应两条开清棉生产线。当不同高度的棉包需要同时生产时,可以分组排列并由抓棉机在抓取时自动找平( 即对较高的棉包在一定次数内增加抓棉罗拉的抓棉深度,直到使其达到正常棉包高度 ),终同时抓完棉包。但平包过程是往复抓棉机混棉质量的不稳定时期。因平包过程中,某种成分是超量抓取或某种成分的空缺同时存在,棉束开松度也不稳定。
被抓取的棉束经输棉管道,借前方凝棉器或输棉风机产生的气流送至前方机台。
堆包数多于FA002,多唛头、多包排往复抓棉机特点:
列性能,可进行多包混棉。
抓棉打手速度高(达1250rpm),抓取棉块重量小,为细致混和、除杂、均匀打下基础。
更换品种方便。
产量高、自动化程度较高。
抓棉器的组成:抓棉器2里面有两只抓棉打手3(每只抓棉打手装着若干齿形刀盘)、两组肋条4和三只压棉罗拉5。两只抓棉打手的转向相反,盘齿的斜向也相反,故在抓棉时前打手是顺向抓棉,后打手是逆向抓棉。
双打手结构比单打手结构的抓取点多,抓取棉块小。但双打手平行固定安装的形式,使得抓棉头往复移动抓棉时,在同一个抓棉工作面上,前打手是顺向抓棉,后打手是逆向抓棉,前打手处棉层较紧,后打手处由于前打手的抓取开松使得棉层较松,并有翘起的棉束,这样后打手比前打后易于抓棉。二者刀片如距抓棉工作面的距离相同的话,就使得前打手抓取的棉块稍小,后打手抓取的棉块稍大。为完善抓棉机精细抓棉的性能,成功研制了往复抓棉机倒挂装置。
该装置使前打手刀片靠近抓棉工作面,后打手自动升高,比前打手稍远离抓棉工作面,当抓棉头换向时,抓棉头下降一定的距离,同时双打手摆动,后打手靠近抓棉工作面而变成前打手,前打手远离抓棉工作面而变成后打手,从而保持了前打手的抓棉性能,削弱了后打手的抓棉能力,使两只打手的抓取的棉块均匀一致。
肋条的作用:与压棉罗拉配合压住棉堆,防止成片抓取。
肋条装在打手下方,刀头升出肋条的距离可调。两组肋条相互错开地压在棉堆表面上,在肋条和压棉罗拉都压住棉堆的情况下,打手刀片即相继抓取棉堆表面上的原棉并开松成较小棉块。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 纺织产业西迁,三台如何“培根固本”?
- 下一篇: 越南鞋帽类产品将重新享受欧盟普惠制待遇

