





6MY168—17型智能轧花机是在6MY88—17型、6MY98—17型毛刷式锯齿轧花机组的基础上开发、研制出的新一代高效棉花加工成套设备。该设备在我国大型手摘棉加工工艺中非常具有代表性,它加工能力大,生产成本低,加工出的皮棉质量好。烘干系统保证了成套设备的稳定性及可靠性,使清花、轧花设备保持在佳工作状态。其子棉清理辊筒采用刺钉构件,回收辊筒采用齿条构件,减少了纤维损伤。轧花主动机采用与高效智能轧花设备6MY168—17型轧花机配套的6MPQ400—2800型皮棉清理机及智能6MDY400型打包机等先进设备,电气采用全自动智能控制,烘干设备采用塔式烘干机及热风炉等配套设备。
剥绒采用新型高效的200型剥绒机,其工作箱采用几何形,改善了棉子卷的运转条件,提高了产绒及棉子处理量。它采用双辊喂料,淌子板用不锈钢材料,并相应增加了磁铁夹装置,避免铁杂物进入工作箱而损坏锯片。它与168型大型轧花机配套使用,可降低生产成本。
(一)总体结构
本机主要由清花喂花部、轧花部、传动系统组成。
(1)清花喂花部是一种提净式清花喂花机,主要由喂花辊及调速装置、开松辊、大齿条辊、小毛刷辊、回收齿条辊、钢丝刷、格条栅及排杂绞龙组成。
(2)轧花部是轧花机的主要工作部分,它由前箱、中箱、后箱三部分组成。
(3)传动系统由1.1kW行星摆线针轮减速电动机带动前后喂花辊;由5.5kW6极电动机带动清花部齿条辊筒;由1.5kW电动机通过蜗轮减速机(WPD080—1:40—A)实现开箱、合箱工作;由75kW4极电动机带动锯片滚筒及毛刷滚筒。
6MY168—17型智能轧花机的总体结构、电动机传动等与6MY98—17型毛刷式锯齿轧花机基本相同,但各关键部位均设置故障检测装置,可自动进行物料检测和故障显示,能较好地保护关键部位不受损伤,提高了设备运转率。
(二)PLC和触摸屏的智能系统
传统的轧花机受棉花的品级、子棉回潮率等复杂因素的影响,经常导致堵塞,影响工作效率和加工质量。6MY168—17型智能轧花机在PLC输入端引入了模拟量(锯轴毛刷电动机电流)输入,使喂料电动机的速度随轧花机中锯轴毛刷电动机电流的变化而自动调整。轧花机负荷增加时,锯轴毛刷电动机电流增大时,喂料电动机的速度自动减小;轧花机负荷减小时,锯轴毛刷电动机的电流减小,喂料电动机的速度自动增加。这样使轧花机受外界因素影响引起负荷变化时能稳定工作,棉卷堵塞现象大大减少。也减少了各种开关(如按钮、转换开关)设备,节省了PLC输入/输出点数,提供了良好的人机界面,为PLC的应用开辟了一个新领域。因此,把触摸屏与PLC结合起来,用于生产控制过程,不失为一种好方法。
1.工艺流程对PLC控制系统的要求
(1)工作箱必须处于合箱位置,才能启动轧花机。
(2)轧花机启动时各电动机的启动顺序依次为:
锯轴毛刷电动机→清花电动机→喂料电动机
(3)轧花机停车时,各电动机的停车顺序与启动顺序相反。
(4)运行过程中一旦有故障,首先打开工作箱,然后喂料电动机停车并报警。
(5)喂料电动机的速度根据工作箱内子棉卷的松紧自动调节,随锯轴毛刷电动机电流的大小而自动变化。
2.系统硬件组成(图8-22)
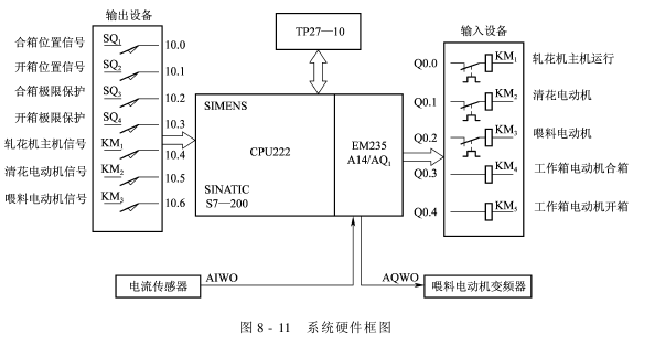
(1)PLC:PLC是整个控制系统的核心,采用西门子公司S7—200系列的主控模块CPU222。
CPU222有8个输入点,6个输出点,可连接2个扩展模块,大扩展到78路输入/输出点或10路模拟输入/输出点。
(2)I/O模块及接口:系统需要检测轧花机主机电流并调节喂料电动机变频器电压,须增添1块模拟量输入/输出模块———EM235AI4/AQ1。
输入端连接数字信号和模拟信号,其中,数字信号为工作箱合箱、开箱位置信号和各接触器的辅助常开触点;模拟信号为轧花机主机电流信号。
数字输出端连接控制各台电动机动作的接触器线圈;模拟输出端连接控制喂料电动机速度的变频器。
(3)触摸屏:系统采用西门子公司TP27式触摸屏,PLC和触摸屏之间用RS485接口进行通信连接。触摸屏软件开发使用专用组态工具———Protool软件。
3.系统软件设计
(1)PLC程序设计:为方便地增加或删减程序模块,也便于针对不同程序模块进行完善,程序设计采用模块化结构,整个程序包括初始化、启动、智能PID运算、停车及事故报警等程序。
PLC程序模块如图8-12所示。
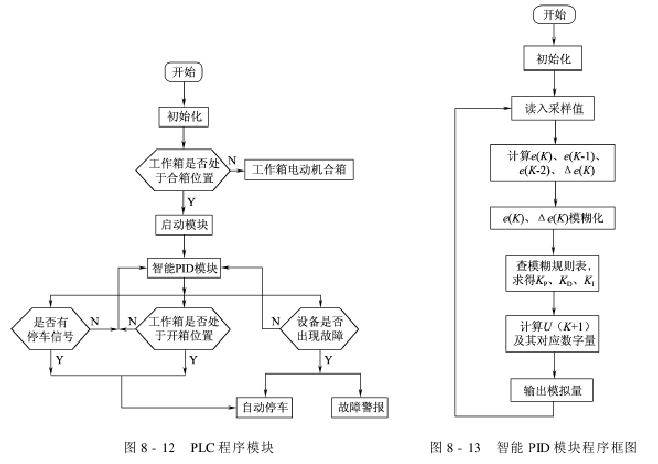
①初始化模块:对所有使用的中间继电器M、定时器T和数据寄存器D进行初始化处理,对一些需要初值的参量赋值(轧花机主机额定电流对应的数字量、变频器电压对应的数字量)。
设定变频器电压对应的数字量,采用人工智能的方法,根据多年的加工经验,将子棉的等级、水分和其对应的变频器电压给定数字量编成表格,储存在PLC中。在初始化程序中编制了查表程序,通过执行查表程序,完成了变频器 电压对应的数字量的设定。
②启动模块:保证各设备按顺序启动。在后启动设备的驱动支路中串联前启动设备的启动信号和延时信号。
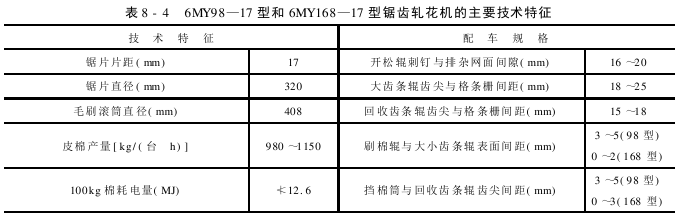
③智能PID模块:其程序框图如图8-13所示。根据来自电流传感器的信号,利用智能PID算法,控制变频器输入电压,改变变频器输出频率,调节喂料电动机的转速。此模块是整个电气系统改造的关键。
(2)触摸屏软件设计:使用Protool软件在新画面上配置各种部件,如按钮、指示灯、数字显示器和画面选择开关等。
该系统实现了“一人操作,一钮启动,一钮停车”的操作方式,具有自动化程度高、运行可靠等优点。采用对喂料电动机的智能控制,解决了多年来存在的棉卷堵塞现象;采用触摸屏作为人机交互工具,简单直观,便于操作。
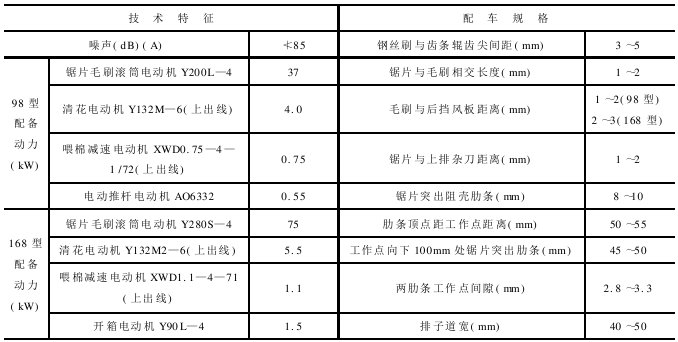
6MY98—17型和6MY168—17型锯齿轧花机的主要技术特征见表8-4。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。

