





关键词:棕彩棉;远红外;丙纶;混纺化纤织物
天然彩色棉是运用基因工程使棉纤维自身具有天然色彩的棉花新品种,水洗后不褪色,穿着舒适,对人体无任何刺激。远红外丙纶属保健纤维,发出远红外线,可加快人体血液微循环,起保健与保暖作用。用棕彩棉和远红外丙纶混纺化纤织物研制开辟的CJ/PP70/3014.5tex(C:棕彩棉,PP:远红外丙纶)纱,既突出了彩棉的特性,又提高了成纱的强力,用于高档衬衣布料,符合绿色生态环保的要求,其市场前景广阔。现介绍如下。
1原材料及混纺化纤织物比例的选配
1.1新疆棕彩色棉的物理指标
新疆棕彩色棉品级:一级;主体长度:30.1mm;品质长度:32.8mm;均匀度:1290;短绒率:16mm以下为10.1%;含杂率:3.86%;单纤强力:4.85eN;成熟度:1.65;细度:1.53dtex;僵片:2.1粒/g;不孕籽、破籽:5.7粒/g;带纤维籽屑:9.5粒/g。综观集体,除含杂率偏高外,强力、成熟度、细度等均优于同品级本白棉。
1.2远红外丙纶的物理性能指标
除远红外的保健作用外,丙纶纤维具有易洗、快干、洗后保形性好的特点,其耐磨性、强伸性与弹性均优子棉纤维。丙纶纤维细度:1.5dtex;长度:38mm;比电阻:2.92X107Ωg/cm2;卷曲数:9.0个/25mm;卷曲度:12.7%;含油率:0.22%。
1.3混纺化纤织物的比例选配和办法
为使纺纱线色泽自然轻柔,在头道并条采纳条混,混纺化纤织物比为C:PP:70:30,适合服饰外观要求。
2.工艺流程设计

→FA302型X3三道并条→FL-16型粗纱→EJMl28K型细纱机→AC238型赐来福自动络筒机。
3纺纱工艺参数的选配及质量状况
3.1开清棉工序
3.1.1棕彩棉
棕彩棉含杂较高,其他各主要性能指标均较优,采取"早落少碎,多排渐进开松"的工艺原则,抓棉机采取微束抓取,排杂隔距偏大把握,打手转速降低,减少纤维损伤。
3.1.2远红外丙纶
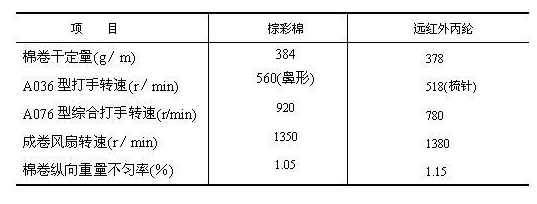
远红外丙纶纤维的归潮率几乎为零,纺纱过程中静电缠绕严峻,首先进行预处理,办法为:用热水配A070型丙纶纺丝油剂,比例为2.5:1,在抓包盘内隔层均匀喷洒,既润滑纤维,又减少了纤维静电,有效地解决后道工序的"缠、绕、堵、挂"现象。针对丙纶纤维无杂质、疵点较少的特点,采纳"多松少打,以梳代打"的工艺原则,仅用一道A036型开棉机,各打手速度偏低把握,各打击点处隔距偏大把握,在有效开松的基础上,减轻对纤维的损伤,减少落棉。开清棉工序主要工艺参数及质量指标见表1。
表1开清棉工序主要工艺参数及质量指标
3.2梳棉工序
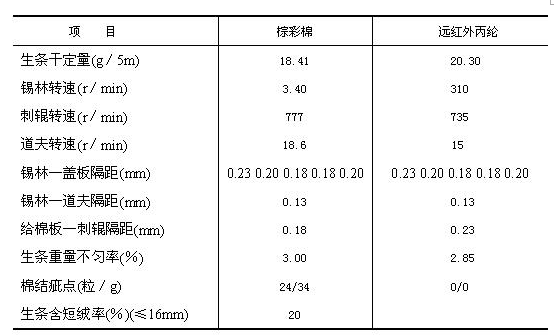
梳棉工序的主要目的是在完量减少纤维损伤的基础上,有效分梳纤维,提高单纤维的分别度与伸直平行度,减少棉结杂质,从而降低成纱的条干CV值、棉结与细纱的断头,丙纶采纳低速弱分梳,棕彩棉采纳低速强分梳。梳棉工序的难点,在于丙纶生产时,绕锡林严峻,棉网向道夫转移困难,采取了以下措施:降低道夫速度;提高清花、梳棉的相对湿度为62%;配置大工作角度的针布(针布规格型号见表2)。
刺辊工作角加大,齿浅,这样使纤维能顺利地转移到锡林工作区,在刺辊分梳后不产生绕花与返花现象,预防产生丝束纤维。锡林针布工作角较大,齿密较小,使纤维不易沉入齿间,加强了纤维的转移与释放,和之对应的道夫针布工作角较小,齿密较大,使纤维有利于向道夫转移,提高道夫凝结纤维的能力。梳棉工序的主要工艺参数及质量指标见表3。
表2梳棉机针布参数
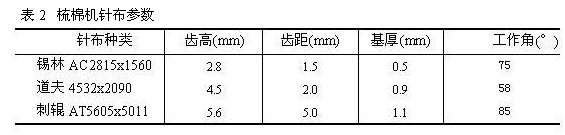
表3梳棉工序主要工艺参数块及质量指标
3.3精梳工序
结合棕彩棉的特性及生条质量,在梳理隔距、落棉隔距上稍作优化,其余基本上按常规细绒棉的工艺参数上机,其主要工艺参数为:
给棉长度:5.23mm落棉隔距:19mm
梳理隔距:0.35mm钳板支点位置:29.6mm
罗拉隔距:7X10mm顶梳进出隔距:4mm
顶梳与后分别胶辊隔距:0.75
精梳主要质量指标为:
干定量:18.7g/5m精梳条短绒率:9.5%
棉结/疵点:22/29粒/g条干CV值:4.25%
重不匀:1.35%
3.4并条工序
首先对丙纶进行预并,然后进行三道混并,以增强其均匀混合程度,并条采纳顺牵伸工艺,丙纶预并与头并,并与数接近牵伸倍数,后区牵伸偏大把握,二并及三并均采取集中前区牵伸的工艺,以提高须条中纤维的分别度与伸直平行度。熟条条干CV为2.9%,头并用5根棕彩棉条与2根远红外丙纶进行混并,丙纶条间隔并居中罗列,以减少静电缠绕。其它并条工序,尤其是丙纶预并与头并,静电缠绕与阻塞喇叭口较严峻,采纳局部力口湿与降低车速的措施,相对湿度在80%以上,效果更佳。主要工艺参数见表4。
表4并条工序主要工艺参数

3.5粗纱细纱工序
粗纱细纱工序,生活较好做,在工艺配置上,粗纱仍以提高纤维的分别度与伸直平行度,改善纱条内在结构为原则,采纳集中前区牵伸的工艺,粗纱捻系数偏大把握,操纵粗纱伸长率,减少细节的产生,粗纱条干CV值为4.35%。细纱工序采取集中前区牵伸的工艺,后区隔距适当放大,在保证牵伸正常的情况下,适当减少后区牵伸与钳口隔距。
粗细纱的主要工艺参数为:粗纱捻系数74.8,粗纱干定量4.27g/10m,细纱后区牵伸1.20倍,细纱钳口隔距2.5mm,细纱中央距(前区X后区)43mmX55mm。成纱质量为:条干CV值14.21%,细节8个/km,粗节92个/km,棉结116个/km,单纱强力257.4cN,单强CV值7.35%。可见,成纱各项指标均进入Uster97公报50%水平(参照Uster97统计值CJ14.6tex纱标准),千米棉结已接近25%水平。
3.6络筒工序
络筒工序的卷绕速度和常规品种相近,定为1000m/min,只是在清纱器的参数选择上进一步加严要求,具体为:
棉结:200%短粗节:150%1.6cm
长粗节:40%2.8cm细节:-20%2.0cm
接头大小:60%6.0cm
3.7纺纱线的保健性能检测
用该纺纱线织成14.6/14.6523.5/283.0123衬衣织物后,经国家红外产品质量监督检测中央检测,在其相对辐射能谱范围内,其法向全发射率为88%。
4结语
(1)成纱各项指标均进入Uster97公报50%水平(参照Uster97统计值CJl4.6tex纱标准),千米棉结已接近25%水平。但仍需继续探讨,争取各项指标,尤其是对布面风格影响较严峻的条干与千米棉结,争取进入25%水平。
(2)纺彩棉时,要进行区域隔离,机台实行一条龙生产,归花,吸棉箱花单独存放,严禁和本白棉混放,以防纱布浮现异性纤维。
(3)彩棉排包时,要小心色泽均匀搭配,保证抓取纤维色泽均匀。
(4)严格操纵各工序的相对湿度,进一步探讨远红外丙纶梳棉针布,提高丙纶的可纺性。
版权声明
本文仅代表作者观点,不代表本站立场。
发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
- 上一篇: 万利达丝绸:开发新型铜氨面料
- 下一篇: 际华公司成功研制抗电磁波辐射面料

